El moldeo por inyección (ortografía estadounidense: moldeo por inyección ) es un proceso de fabricación para producir piezas inyectando material fundido en un molde . El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se llama fundición a presión ), vidrios , elastómeros , confites y, más comúnmente, polímeros termoplásticos y termoendurecibles . El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde , donde se enfría y se endurece hasta la configuración de la cavidad. [1] : 240 Después de que se diseña un producto, generalmente por un diseñador industrial o un ingeniero , un fabricante de moldes (o fabricante de herramientas) fabrica moldes de metal , generalmente acero o aluminio , y los mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta paneles de carrocería completos de automóviles. Los avances en la tecnología de impresión 3D , que utiliza fotopolímeros que no se funden durante el moldeo por inyección de algunos termoplásticos de menor temperatura, se pueden utilizar para algunos moldes de inyección simples.

El moldeo por inyección utiliza una máquina especial que consta de tres partes: la unidad de inyección, el molde y la abrazadera. Las piezas que se van a moldear por inyección deben diseñarse con mucho cuidado para facilitar el proceso de moldeo; se deben tener en cuenta el material utilizado para la pieza, la forma y las características deseadas de la pieza, el material del molde y las propiedades de la máquina de moldeo. La versatilidad del moldeo por inyección se ve facilitada por esta amplitud de consideraciones y posibilidades de diseño.
El moldeo por inyección se utiliza para crear muchas cosas, como carretes de alambre , envases , tapas de botellas , piezas y componentes de automóviles, juguetes, peines de bolsillo , algunos instrumentos musicales (y partes de ellos), sillas y mesas pequeñas de una sola pieza, contenedores de almacenamiento, piezas mecánicas (incluidos engranajes) y la mayoría de los demás productos plásticos disponibles en la actualidad. El moldeo por inyección es el método moderno más común de fabricación de piezas de plástico; es ideal para producir grandes volúmenes del mismo objeto. [2]

El moldeo por inyección utiliza un pistón o un émbolo de tipo tornillo para forzar el material de plástico o caucho fundido dentro de una cavidad de molde; este se solidifica en una forma que se ha adaptado al contorno del molde. Se utiliza más comúnmente para procesar polímeros termoplásticos y termoendurecibles , siendo el volumen utilizado de los primeros considerablemente mayor. [3] : 1–3 Los termoplásticos prevalecen debido a las características que los hacen muy adecuados para el moldeo por inyección, como la facilidad de reciclaje, la versatilidad para una amplia variedad de aplicaciones, [3] : 8–9 y la capacidad de ablandarse y fluir al calentarse. Los termoplásticos también tienen un elemento de seguridad sobre los termoendurecibles; si un polímero termoendurecible no se expulsa del barril de inyección de manera oportuna, puede ocurrir una reticulación química que haga que el tornillo y las válvulas de retención se atasquen y potencialmente dañen la máquina de moldeo por inyección. [3] : 3
El moldeo por inyección consiste en la inyección a alta presión de la materia prima en un molde, que da forma al polímero en la forma deseada. [3] : 14 Los moldes pueden ser de una sola cavidad o de múltiples cavidades. En los moldes de múltiples cavidades, cada cavidad puede ser idéntica y formar las mismas piezas o puede ser única y formar múltiples geometrías diferentes durante un solo ciclo. Los moldes generalmente están hechos de aceros para herramientas , pero los aceros inoxidables y los moldes de aluminio son adecuados para ciertas aplicaciones. Los moldes de aluminio generalmente no son adecuados para la producción de alto volumen o piezas con tolerancias dimensionales estrechas, ya que tienen propiedades mecánicas inferiores y son más propensos al desgaste, daños y deformaciones durante los ciclos de inyección y sujeción; sin embargo, los moldes de aluminio son rentables en aplicaciones de bajo volumen, ya que los costos y el tiempo de fabricación del molde se reducen considerablemente. [1] Muchos moldes de acero están diseñados para procesar más de un millón de piezas durante su vida útil y su fabricación puede costar cientos de miles de dólares.
Cuando se moldean termoplásticos, la materia prima, normalmente granulada, se introduce a través de una tolva en un barril calentado con un tornillo reciprocante. Al entrar en el barril, la temperatura aumenta y las fuerzas de Van der Waals que resisten el flujo relativo de las cadenas individuales se debilitan como resultado del mayor espacio entre las moléculas en estados de energía térmica más altos. Este proceso reduce su viscosidad , lo que permite que el polímero fluya con la fuerza motriz de la unidad de inyección. El tornillo entrega la materia prima hacia adelante, mezcla y homogeneiza las distribuciones térmicas y viscosas del polímero, y reduce el tiempo de calentamiento necesario al cizallar mecánicamente el material y agregar una cantidad significativa de calentamiento por fricción al polímero. El material avanza a través de una válvula de retención y se acumula en la parte delantera del tornillo en un volumen conocido como inyección . Una inyección es el volumen de material que se utiliza para llenar la cavidad del molde, compensar la contracción y proporcionar un colchón (aproximadamente el 10% del volumen total de la inyección, que permanece en el barril y evita que el tornillo toque fondo) para transferir presión desde el tornillo a la cavidad del molde. Cuando se ha reunido suficiente material, se fuerza el material a alta presión y velocidad dentro de la cavidad de formación de la pieza. La cantidad exacta de contracción es una función de la resina que se utiliza y puede ser relativamente predecible. [4] Para evitar picos de presión, el proceso normalmente utiliza una posición de transferencia correspondiente a una cavidad llena al 95-98% donde el tornillo cambia de una velocidad constante a un control de presión constante. A menudo, los tiempos de inyección son muy inferiores a 1 segundo. Una vez que el tornillo alcanza la posición de transferencia, se aplica la presión de empaquetamiento, que completa el llenado del molde y compensa la contracción térmica, que es bastante alta para los termoplásticos en relación con muchos otros materiales. La presión de empaquetamiento se aplica hasta que la compuerta (entrada de la cavidad) se solidifica. Debido a su pequeño tamaño, la compuerta es normalmente el primer lugar en solidificarse en todo su espesor. [3] : 16 Una vez que la compuerta se solidifica, no puede entrar más material en la cavidad; en consecuencia, el tornillo se mueve en vaivén y adquiere material para el siguiente ciclo mientras el material dentro del molde se enfría para que pueda ser expulsado y sea dimensionalmente estable. Esta duración del enfriamiento se reduce drásticamente mediante el uso de líneas de enfriamiento que hacen circular agua o aceite desde un controlador de temperatura externo. Una vez que se ha alcanzado la temperatura requerida, el molde se abre y se hace avanzar una serie de pasadores, manguitos, separadores, etc. para desmoldar el artículo. Luego, el molde se cierra y se repite el proceso.
En el caso de un molde de dos inyecciones, se incorporan dos materiales separados en una pieza. Este tipo de moldeo por inyección se utiliza para agregar un toque suave a las perillas, para dar a un producto múltiples colores o para producir una pieza con múltiples características de rendimiento. [5]
En el caso de los termoendurecibles, normalmente se inyectan dos componentes químicos diferentes en el cilindro. Estos componentes inician inmediatamente reacciones químicas irreversibles que, con el tiempo, reticulan el material en una única red conectada de moléculas. A medida que se produce la reacción química, los dos componentes del fluido se transforman permanentemente en un sólido viscoelástico . [3] : 3 La solidificación en el cilindro de inyección y el tornillo puede ser problemática y tener repercusiones financieras; por lo tanto, es vital minimizar el curado del termoendurecible dentro del cilindro. Esto normalmente significa que el tiempo de residencia y la temperatura de los precursores químicos se minimizan en la unidad de inyección. El tiempo de residencia se puede reducir minimizando la capacidad de volumen del cilindro y maximizando los tiempos de ciclo. Estos factores han llevado al uso de una unidad de inyección fría y aislada térmicamente que inyecta los productos químicos que reaccionan en un molde caliente aislado térmicamente, lo que aumenta la velocidad de las reacciones químicas y da como resultado un tiempo más corto necesario para lograr un componente termoendurecible solidificado. Una vez que la pieza se ha solidificado, las válvulas se cierran para aislar el sistema de inyección y los precursores químicos , y el molde se abre para expulsar las piezas moldeadas. Luego, el molde se cierra y el proceso se repite.
Los componentes premoldeados o mecanizados se pueden insertar en la cavidad mientras el molde está abierto, lo que permite que el material inyectado en el siguiente ciclo se forme y solidifique alrededor de ellos. Este proceso se conoce como moldeo por inserción y permite que las piezas individuales contengan múltiples materiales. Este proceso se utiliza a menudo para crear piezas de plástico con tornillos metálicos salientes para que se puedan apretar y aflojar repetidamente. Esta técnica también se puede utilizar para el etiquetado en el molde y también se pueden colocar tapas de película en recipientes de plástico moldeados.
Una línea de separación , un bebedero , marcas de compuerta y marcas de pasador de expulsión suelen estar presentes en la pieza final. [3] : 98 Ninguna de estas características es típicamente deseada, pero son inevitables debido a la naturaleza del proceso. Las marcas de compuerta se producen en la compuerta que une los canales de suministro de masa fundida (bebedero y canal) a la cavidad de formación de la pieza. La línea de separación y las marcas de pasador de expulsión son el resultado de desalineaciones minúsculas, desgaste, respiraderos gaseosos, holguras para piezas adyacentes en movimiento relativo y/o diferencias dimensionales de las superficies de fusión que entran en contacto con el polímero inyectado. Las diferencias dimensionales se pueden atribuir a una deformación no uniforme inducida por presión durante la inyección, tolerancias de mecanizado y expansión y contracción térmica no uniforme de los componentes del molde, que experimentan ciclos rápidos durante las fases de inyección, empaque, enfriamiento y expulsión del proceso. Los componentes del molde a menudo se diseñan con materiales de varios coeficientes de expansión térmica. Estos factores no se pueden tener en cuenta simultáneamente sin un aumento astronómico en el costo del diseño, la fabricación , el procesamiento y el control de calidad . El diseñador hábil de moldes y piezas ubica estos detrimentos estéticos en áreas ocultas, siempre que sea posible.
En 1846, el inventor británico Charles Hancock, pariente de Thomas Hancock , patentó una máquina de moldeo por inyección. [6]
El inventor estadounidense John Wesley Hyatt , junto con su hermano Isaiah, patentó una de las primeras máquinas de moldeo por inyección en 1872. [7] Esta máquina era relativamente simple en comparación con las máquinas que se usan hoy en día: funcionaba como una gran aguja hipodérmica , utilizando un émbolo para inyectar plástico a través de un cilindro calentado en un molde. La industria progresó lentamente a lo largo de los años, produciendo productos como varillas de cuello , botones y peines para el cabello (aunque en general, los plásticos, en su definición moderna, son un desarrollo más reciente alrededor de 1950 ).
Los químicos alemanes Arthur Eichengrün y Theodore Becker inventaron las primeras formas solubles de acetato de celulosa en 1903, que eran mucho menos inflamables que el nitrato de celulosa . [8] Finalmente, se comercializó en forma de polvo a partir del cual se moldeaba por inyección fácilmente. Arthur Eichengrün desarrolló la primera prensa de moldeo por inyección en 1919. En 1939, Arthur Eichengrün patentó el moldeo por inyección de acetato de celulosa plastificado.
La industria se expandió rápidamente en la década de 1940 porque la Segunda Guerra Mundial creó una enorme demanda de productos económicos y producidos en masa. [9] En 1946, el inventor estadounidense James Watson Hendry construyó la primera máquina de inyección de tornillo, que permitió un control mucho más preciso sobre la velocidad de inyección y la calidad de los artículos producidos. [10] Esta máquina también permitió mezclar el material antes de la inyección, de modo que se pudiera agregar plástico coloreado o reciclado al material virgen y mezclarlo completamente antes de inyectarlo. En la década de 1970, Hendry desarrolló el primer proceso de moldeo por inyección asistido por gas , que permitió la producción de artículos huecos complejos que se enfriaban rápidamente. Esto mejoró enormemente la flexibilidad del diseño, así como la resistencia y el acabado de las piezas fabricadas, al tiempo que reducía el tiempo de producción, el costo, el peso y el desperdicio. En 1979, la producción de plástico superó a la producción de acero y, en 1990, los moldes de aluminio se usaban ampliamente en el moldeo por inyección. [11] Hoy en día, las máquinas de inyección de tornillo representan la gran mayoría de todas las máquinas de inyección.
La industria del moldeo por inyección de plástico ha evolucionado a lo largo de los años desde la producción de peines y botones hasta la producción de una amplia gama de productos para muchas industrias, incluidas la automotriz, la médica, la aeroespacial, los productos de consumo, los juguetes, la plomería , el embalaje y la construcción. [12] : 1–2
La mayoría de los polímeros, a veces denominados resinas, pueden utilizarse, incluidos todos los termoplásticos, algunos termoendurecibles y algunos elastómeros. [13] Desde 1995, el número total de materiales disponibles para el moldeo por inyección ha aumentado a un ritmo de 750 por año; había aproximadamente 18.000 materiales disponibles cuando comenzó esa tendencia. [14] Los materiales disponibles incluyen aleaciones o mezclas de materiales desarrollados previamente, por lo que los diseñadores de productos pueden elegir el material con el mejor conjunto de propiedades de una amplia selección. Los principales criterios para la selección de un material son la resistencia y la función requeridas para la pieza final, así como el coste, pero también cada material tiene diferentes parámetros para el moldeo que deben tenerse en cuenta. [12] : 6 Otras consideraciones al elegir un material de moldeo por inyección incluyen el módulo de elasticidad a la flexión, o el grado en el que un material puede doblarse sin sufrir daños, así como la deflexión térmica y la absorción de agua. [15] Los polímeros comunes como el epoxi y el fenólico son ejemplos de plásticos termoendurecibles, mientras que el nailon , el polietileno y el poliestireno son termoplásticos. [1] : 242 Hasta hace relativamente poco tiempo, los resortes de plástico no eran posibles, pero los avances en las propiedades de los polímeros los hacen ahora bastante prácticos. Las aplicaciones incluyen hebillas para anclar y desconectar correas de equipos para exteriores.

Las máquinas de moldeo por inyección constan de una tolva de material, un pistón de inyección o émbolo de tipo tornillo y una unidad de calentamiento. [1] : 240 También conocidas como platinas, sostienen los moldes en los que se dan forma a los componentes. Las prensas se clasifican por tonelaje, que expresa la cantidad de fuerza de sujeción que la máquina puede ejercer. Esta fuerza mantiene el molde cerrado durante el proceso de inyección. [16] El tonelaje puede variar de menos de 5 toneladas a más de 9000 toneladas, y las cifras más altas se utilizan en comparativamente pocas operaciones de fabricación. La fuerza de sujeción total necesaria está determinada por el área proyectada de la pieza que se está moldeando. Esta área proyectada se multiplica por una fuerza de sujeción de entre 1,8 y 7,2 toneladas por cada centímetro cuadrado de las áreas proyectadas. Como regla general, se pueden utilizar 4 o 5 toneladas/pulgada cuadrada para la mayoría de los productos. Si el material plástico es muy rígido, se requiere más presión de inyección para llenar el molde y, por lo tanto, más tonelaje de sujeción para mantener el molde cerrado. [12] : 43–44 La fuerza requerida también puede determinarse por el material utilizado y el tamaño de la pieza. Las piezas más grandes requieren una mayor fuerza de sujeción. [13]
Molde o matriz son los términos comunes utilizados para describir la herramienta utilizada para producir piezas de plástico en el moldeo.
Dado que los moldes han sido costosos de fabricar, generalmente solo se usaban en la producción en masa donde se producían miles de piezas. Los moldes típicos se construyen de acero endurecido , acero preendurecido, aluminio y/o aleación de berilio-cobre . [17] : 176 La elección del material para el molde no solo se basa en consideraciones de costo, sino que también tiene mucho que ver con el ciclo de vida del producto . En términos generales, aquellos que han madurado, la necesidad de producción en masa de la selección de materiales del producto será mejor, y esperan que el tiempo de círculo del molde cuanto mayor sea mejor para que se reduzca el costo total. Para aquellos que acaban de desarrollarse, no muy maduros, solo quieren producir productos de prueba de mercado a pequeña escala , la elección del material es a menudo algún costo menor de aleación de aluminio, etc. Estos moldes se denominan herramientas rápidas . En general, los moldes de acero cuestan más para construir, pero su vida útil más larga compensa el mayor costo inicial sobre un mayor número de piezas fabricadas antes de desgastarse. Los moldes de acero preendurecido son menos resistentes al desgaste y se utilizan para requisitos de menor volumen o componentes más grandes; Su dureza típica del acero es de 38 a 45 en la escala Rockwell-C . Los moldes de acero endurecido se tratan térmicamente después del mecanizado; estos son muy superiores en términos de resistencia al desgaste y vida útil. La dureza típica varía entre 50 y 60 Rockwell-C (HRC). Los moldes de aluminio pueden costar sustancialmente menos, y cuando se diseñan y mecanizan con equipos computarizados modernos pueden ser económicos para moldear decenas o incluso cientos de miles de piezas. El cobre-berilio se utiliza en áreas del molde que requieren una rápida eliminación de calor o áreas que ven el mayor calor de corte generado. [17] : 176 Los moldes se pueden fabricar mediante mecanizado CNC o mediante procesos de mecanizado por descarga eléctrica .





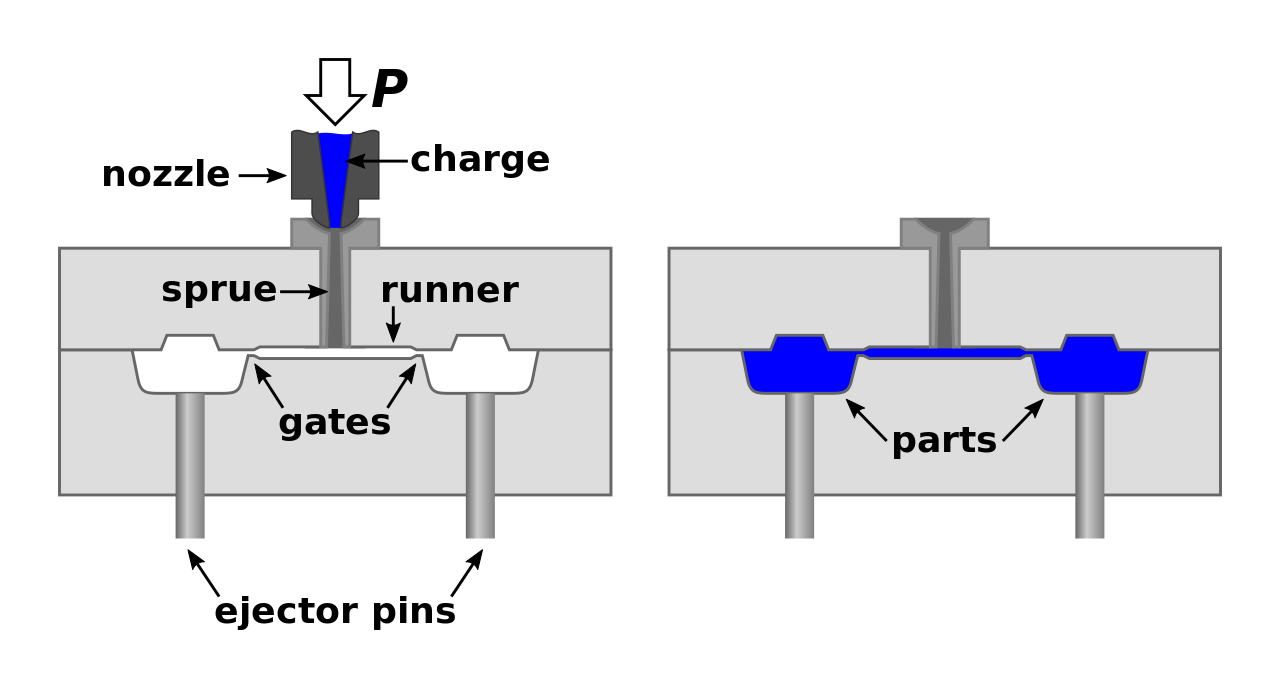
El molde consta de dos componentes principales, el molde de inyección (placa A) y el molde eyector (placa B). Estos componentes también se conocen como moldeador y fabricante de moldes . La resina plástica ingresa al molde a través de un bebedero o compuerta en el molde de inyección; el casquillo del bebedero se usa para sellar herméticamente contra la boquilla del barril de inyección de la máquina de moldeo y para permitir que el plástico fundido fluya desde el barril hacia el molde, también conocido como cavidad. [12] : 141 El casquillo del bebedero dirige el plástico fundido hacia las imágenes de la cavidad a través de canales que se mecanizan en las caras de las placas A y B. Estos canales permiten que el plástico corra a lo largo de ellos, por lo que se los conoce como canales. [12] : 142 El plástico fundido fluye a través del canal y entra en una o más compuertas especializadas y en la cavidad [18] : 15 geometría para formar la pieza deseada.

La cantidad de resina necesaria para llenar el bebedero, el canal y las cavidades de un molde comprende una "inyección". El aire atrapado en el molde puede escapar a través de los respiraderos que se encuentran en la línea de separación del molde, o alrededor de los pasadores de expulsión y las correderas que son ligeramente más pequeños que los orificios que los retienen. Si no se permite que el aire atrapado escape, se comprime por la presión del material entrante y se aprieta hacia las esquinas de la cavidad, donde impide el llenado y también puede causar otros defectos. El aire puede incluso llegar a comprimirse tanto que se enciende y quema el material plástico circundante. [12] : 147
Para permitir la extracción de la pieza moldeada del molde, las características del molde no deben sobresalir unas de otras en la dirección en la que se abre el molde, a menos que partes del molde estén diseñadas para moverse entre dichos salientes cuando el molde se abre utilizando componentes llamados elevadores.
Los lados de la pieza que parecen paralelos a la dirección de extracción (el eje de la posición del núcleo (agujero) o inserto es paralelo al movimiento hacia arriba y hacia abajo del molde cuando se abre y se cierra) [18] : 406 suelen estar ligeramente angulados, lo que se denomina ángulo de desmoldeo, para facilitar la liberación de la pieza del molde. Un ángulo de desmoldeo insuficiente puede provocar deformaciones o daños. El ángulo de desmoldeo necesario para la liberación del molde depende principalmente de la profundidad de la cavidad; cuanto más profunda sea la cavidad, más ángulo de desmoldeo necesario. También se debe tener en cuenta la contracción al determinar el ángulo de desmoldeo necesario. [18] : 332 Si la piel es demasiado fina, la pieza moldeada tiende a encogerse sobre los núcleos que se forman al enfriarse y a adherirse a esos núcleos, o la pieza puede deformarse, retorcerse, ampollarse o agrietarse cuando se retira la cavidad. [12] : 47
Un molde se diseña generalmente de modo que la pieza moldeada permanezca confiablemente en el lado del expulsor (B) del molde cuando se abre, y extrae el canal y la mazarota del lado (A) junto con las piezas. Luego, la pieza cae libremente cuando se expulsa del lado (B). Las compuertas de túnel, también conocidas como compuertas submarinas o de molde, se ubican debajo de la línea de separación o superficie del molde. Se mecaniza una abertura en la superficie del molde en la línea de separación. La pieza moldeada se corta (por el molde) del sistema de canal al expulsarse del molde. [18] : 288 Los pasadores expulsores, también conocidos como pasadores de expulsión, son pasadores circulares colocados en cualquiera de las mitades del molde (generalmente la mitad del expulsor), que empujan el producto moldeado terminado, o sistema de canal, fuera de un molde. [12] : 143 La expulsión del artículo mediante alfileres, manguitos, desmoldantes, etc., puede producir impresiones o distorsiones indeseables, por lo que se debe tener cuidado al diseñar el molde.
El método estándar de enfriamiento consiste en hacer pasar un refrigerante (normalmente agua) a través de una serie de orificios perforados en las placas del molde y conectados mediante mangueras para formar un camino continuo. El refrigerante absorbe el calor del molde (que ha absorbido el calor del plástico caliente) y mantiene el molde a una temperatura adecuada para solidificar el plástico a la velocidad más eficiente. [12] : 86
Para facilitar el mantenimiento y la ventilación, las cavidades y los núcleos se dividen en piezas, llamadas insertos , y subconjuntos, también llamados insertos , bloques o bloques de sujeción . Al sustituir los insertos intercambiables, un molde puede realizar varias variaciones de la misma pieza.
Las piezas más complejas se forman utilizando moldes más complejos. Estos pueden tener secciones llamadas correderas, que se mueven hacia una cavidad perpendicular a la dirección de embutición, para formar características de la pieza que sobresalen. Cuando se abre el molde, las correderas se separan de la pieza de plástico utilizando “pasadores angulares” estacionarios en la mitad estacionaria del molde. Estos pasadores entran en una ranura en las correderas y hacen que las correderas se muevan hacia atrás cuando se abre la mitad móvil del molde. Luego, la pieza se expulsa y el molde se cierra. La acción de cierre del molde hace que las correderas se muevan hacia adelante a lo largo de los pasadores angulares. [12] : 268
Un molde puede producir varias copias de las mismas piezas en una sola "inyección". El número de "impresiones" en el molde de esa pieza se suele denominar incorrectamente cavitación. Una herramienta con una impresión se suele denominar molde de una sola impresión (cavidad). [19] : 398 Un molde con dos o más cavidades de las mismas piezas se suele denominar molde de múltiples impresiones (cavidades). (No debe confundirse con el "moldeo de múltiples inyecciones " {que se trata en la siguiente sección}.) [19] : 262 Algunos moldes de volumen de producción extremadamente alto (como los de las tapas de botellas) pueden tener más de 128 cavidades.
En algunos casos, las herramientas de múltiples cavidades moldean una serie de piezas diferentes en la misma herramienta. Algunos fabricantes de herramientas llaman a estos moldes moldes familiares, ya que todas las piezas están relacionadas, por ejemplo, los kits de modelos de plástico. [20] : 114
Algunos moldes permiten volver a insertar piezas moldeadas previamente para permitir que se forme una nueva capa de plástico alrededor de la primera pieza. Esto suele denominarse sobremoldeo. Este sistema puede permitir la producción de neumáticos y ruedas de una sola pieza.

Los moldes para piezas extremadamente pequeñas y de alta precisión obtenidas mediante microinyección requieren un cuidado especial en la etapa de diseño, ya que las resinas de los materiales reaccionan de manera diferente a sus contrapartes de tamaño completo, donde deben llenar rápidamente estos espacios increíblemente pequeños, lo que los somete a intensas tensiones de corte. [22]

Los moldes de dos inyecciones, de doble inyección o de inyección múltiple están diseñados para "sobremoldear" en un solo ciclo de moldeo y deben procesarse en máquinas de moldeo por inyección especializadas con dos o más unidades de inyección. Este proceso es en realidad un proceso de moldeo por inyección que se realiza dos veces y, por lo tanto, solo puede permitir un margen de error mucho menor. En el primer paso, el material de color base se moldea en una forma básica, que contiene espacios para la segunda inyección. Luego, el segundo material, de un color diferente, se moldea por inyección en esos espacios. Los pulsadores y las teclas , por ejemplo, fabricados mediante este proceso tienen marcas que no se pueden desgastar y permanecen legibles con un uso intensivo. [12] : 174
Los fabricantes hacen todo lo posible para proteger los moldes personalizados debido a sus altos costos promedio. Se mantiene el nivel perfecto de temperatura y humedad para garantizar la mayor vida útil posible para cada molde personalizado. Los moldes personalizados, como los que se utilizan para el moldeo por inyección de caucho, se almacenan en entornos con temperatura y humedad controladas para evitar deformaciones.
El acero para herramientas se utiliza a menudo. El acero dulce, el aluminio, el níquel o el epoxi son adecuados solo para prototipos o series de producción muy cortas. [1] El aluminio duro moderno (aleaciones 7075 y 2024) con un diseño de molde adecuado permite fabricar fácilmente moldes capaces de durar 100.000 piezas o más con un mantenimiento adecuado del molde. [23]

Los moldes se construyen mediante dos métodos principales: mecanizado estándar y electroerosión . El mecanizado estándar, en su forma convencional, ha sido históricamente el método de construcción de moldes de inyección. Con los avances tecnológicos, el mecanizado CNC se convirtió en el medio predominante para fabricar moldes más complejos con detalles de molde más precisos en menos tiempo que los métodos tradicionales.
El proceso de mecanizado por descarga eléctrica (EDM) o erosión por chispa se ha utilizado ampliamente en la fabricación de moldes. Además de permitir la formación de formas que son difíciles de mecanizar, el proceso permite dar forma a moldes preendurecidos de manera que no se requiere tratamiento térmico. Los cambios en un molde endurecido mediante taladrado y fresado convencionales normalmente requieren un recocido para ablandar el molde, seguido de un tratamiento térmico para endurecerlo nuevamente. La EDM es un proceso simple en el que un electrodo moldeado, generalmente hecho de cobre o grafito, se baja muy lentamente sobre la superficie del molde durante un período de muchas horas, que está sumergido en aceite de parafina (queroseno). Un voltaje aplicado entre la herramienta y el molde provoca la erosión por chispa de la superficie del molde en la forma inversa del electrodo. [24]
La cantidad de cavidades incorporadas a un molde se correlaciona directamente con los costos de moldeo. Menos cavidades requieren mucho menos trabajo de mecanizado, por lo que limitar la cantidad de cavidades reduce los costos iniciales de fabricación para construir un molde de inyección.
Así como el número de cavidades juega un papel vital en los costos de moldeo, también lo hace la complejidad del diseño de la pieza. La complejidad puede incorporarse a muchos factores, como el acabado de la superficie, los requisitos de tolerancia, las roscas internas o externas, los detalles finos o el número de socavados que se pueden incorporar. [25]
Los detalles adicionales, como socavaduras o cualquier característica que requiera herramientas adicionales, aumentan el costo del molde. El acabado de la superficie del núcleo y la cavidad de los moldes influye aún más en el costo.
El proceso de moldeo por inyección de caucho produce un alto rendimiento de productos duraderos, lo que lo convierte en el método de moldeo más eficiente y rentable. Los procesos de vulcanización consistentes que implican un control preciso de la temperatura reducen significativamente todo el material de desecho.

Por lo general, los materiales plásticos se forman en forma de pellets o gránulos y se envían desde los fabricantes de materias primas en bolsas de papel. Con el moldeo por inyección, el plástico granulado previamente secado se alimenta mediante un pistón forzado desde una tolva a un barril calentado. A medida que los gránulos avanzan lentamente mediante un émbolo de tipo tornillo, el plástico se introduce en una cámara calentada, donde se funde. A medida que avanza el émbolo, el plástico fundido pasa a través de una boquilla que se apoya contra el molde, lo que le permite entrar en la cavidad del molde a través de un sistema de compuerta y canal. El molde permanece frío, por lo que el plástico se solidifica casi tan pronto como se llena el molde. [1]
La secuencia de eventos durante el moldeo por inyección de una pieza de plástico se denomina ciclo de moldeo por inyección. El ciclo comienza cuando se cierra el molde, seguido de la inyección del polímero en la cavidad del molde. Una vez que la cavidad está llena, se mantiene una presión de retención para compensar la contracción del material. En el siguiente paso, el tornillo gira, alimentando la siguiente inyección al tornillo delantero. Esto hace que el tornillo se retraiga mientras se prepara la siguiente inyección. Una vez que la pieza está lo suficientemente fría, el molde se abre y la pieza se expulsa. [26] : 13
Tradicionalmente, la parte de inyección del proceso de moldeo se hacía a una presión constante para llenar y rellenar la cavidad. Sin embargo, este método permitía una gran variación en las dimensiones de un ciclo a otro. Ahora se utiliza más comúnmente el moldeo científico o desacoplado, un método iniciado por RJG Inc. [27] [28] [29] En este método, la inyección del plástico se "desacopla" en etapas para permitir un mejor control de las dimensiones de la pieza y una mayor consistencia de ciclo a ciclo (comúnmente llamado inyección a inyección en la industria). Primero, la cavidad se llena aproximadamente hasta el 98 % utilizando el control de velocidad. Aunque la presión debería ser suficiente para permitir la velocidad deseada, las limitaciones de presión durante esta etapa no son deseables. Una vez que la cavidad está llena al 98 %, la máquina cambia del control de velocidad al control de presión , donde la cavidad se "rellena" a una presión constante, donde se requiere una velocidad suficiente para alcanzar las presiones deseadas. Esto permite a los trabajadores controlar las dimensiones de la pieza con una precisión de milésimas de pulgada o mejor. [30]
Aunque la mayoría de los procesos de moldeo por inyección están cubiertos por la descripción del proceso convencional anterior, existen varias variaciones de moldeo importantes que incluyen, entre otras:
Puede encontrar una lista más completa de procesos de moldeo por inyección aquí: [1]
Como todos los procesos industriales, el moldeo por inyección puede producir piezas defectuosas, incluso en los juguetes. En el campo del moldeo por inyección, la resolución de problemas se realiza a menudo examinando las piezas defectuosas en busca de defectos específicos y solucionando estos defectos con el diseño del molde o las características del propio proceso. A menudo se realizan pruebas antes de las tiradas de producción completas en un esfuerzo por predecir los defectos y determinar las especificaciones adecuadas para utilizar en el proceso de inyección. [3] : 180
Al llenar un molde nuevo o desconocido por primera vez, donde se desconoce el tamaño de la inyección para ese molde, un técnico/preparador de herramientas puede realizar una prueba antes de una tirada de producción completa. Comienzan con un peso de inyección pequeño y llenan gradualmente hasta que el molde está entre el 95 y el 99 % lleno. Una vez que lo logran, aplican una pequeña cantidad de presión de retención y aumentan el tiempo de retención hasta que se produce el congelamiento de la compuerta (tiempo de solidificación). El tiempo de congelamiento de la compuerta se puede determinar aumentando el tiempo de retención y luego pesando la pieza. Cuando el peso de la pieza no cambia, la compuerta se ha congelado y no se inyecta más material en la pieza. El tiempo de solidificación de la compuerta es importante, ya que determina el tiempo del ciclo y la calidad y consistencia del producto, lo que en sí mismo es un problema importante en la economía del proceso de producción. [31] La presión de retención se aumenta hasta que las piezas están libres de hundimientos y se ha alcanzado el peso de la pieza.
El moldeo por inyección es una tecnología compleja que puede dar lugar a problemas de producción, que pueden deberse a defectos en los moldes o, más frecuentemente, al propio proceso de moldeo. [3] : 47–85
Métodos como la tomografía computarizada industrial pueden ayudar a encontrar estos defectos tanto externa como internamente.
La tolerancia depende de las dimensiones de la pieza. Un ejemplo de tolerancia estándar para una dimensión de 1 pulgada de una pieza de LDPE con un espesor de pared de 0,125 pulgadas es +/- 0,008 pulgadas (0,2 mm). [18] : 446
La potencia necesaria para este proceso de moldeo por inyección depende de muchos factores y varía según los materiales utilizados. La Guía de referencia de procesos de fabricación indica que los requisitos de potencia dependen de "la gravedad específica, el punto de fusión, la conductividad térmica, el tamaño de la pieza y la velocidad de moldeo de un material". A continuación se muestra una tabla de la página 243 de la misma referencia mencionada anteriormente que ilustra mejor las características relevantes para la potencia necesaria para los materiales más utilizados.
La automatización significa que el menor tamaño de las piezas permite que un sistema de inspección móvil examine varias piezas con mayor rapidez. Además de montar sistemas de inspección en dispositivos automáticos, los robots de múltiples ejes pueden extraer piezas del molde y colocarlas para procesos posteriores. [32]
Ejemplos específicos incluyen la extracción de piezas del molde inmediatamente después de que se crean las piezas, así como la aplicación de sistemas de visión artificial. Un robot agarra la pieza después de que los pasadores de expulsión se hayan extendido para liberar la pieza del molde. Luego las mueve a una ubicación de retención o directamente a un sistema de inspección. La elección depende del tipo de producto, así como de la disposición general del equipo de fabricación. Los sistemas de visión montados en robots han mejorado enormemente el control de calidad para piezas moldeadas por inserción. Un robot móvil puede determinar con mayor precisión la exactitud de colocación del componente metálico e inspeccionar más rápido que un humano. [32]




Información de la página