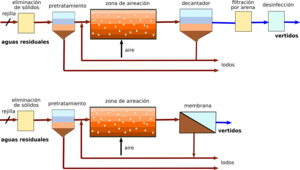
Biorreactor de membrana
Para ello, el sistema también puede utilizarse en etapas de tratamiento biológico ya existentes.
Esta tecnología apareció por primera vez tan pronto como las membranas de ultrafiltración y microfiltración estuvieron disponibles a escala comercial.
Posteriormente, en 1984, el profesor Kazuo Yamamoto propuso la idea de sumergir las membranas en el biorreactor.
[5] Hasta ese momento, el módulo de membranas era un dispositivo externo ubicado fuera del biorreactor.
A continuación, se enumeran los parámetros más importantes necesario para diseñar un sistema BRM.
[6][7] Por supuesto, pueden ser necesarios otros parámetros, dependiendo de la aplicación específica.
Pretratamiento En primer lugar, es necesario un correcto pretratamiento de los efluentes para evitar la presencia de materiales fibrosos, sólidos no deseados, partículas grandes, aceites, grasas, compuestos tóxicos… De este modo se protege la membrana y se prolonga su vida útil, se reducen los costes y se garantiza el desarrollo de un lodo activado sana, así como un funcionamiento sin problemas.
Es muy importante para garantizar que haya suficientes microorganismos para eliminar los orgánicos entrantes de las aguas residuales.
Esto se consigue gracias a la retención completa de sólidos en suspensión por la membrana.
Debe mantenerse lo más alto posible, pero está limitado por los factores de ensuciamiento y los costes.
La presión de transmembrana (PTM - bar), es decir, la fuerza motriz necesaria para atravesar la membrana.
Ambos parámetros son importantes para controlar el ensuciamiento de la membrana, ya que, a flujos constantes, el ensuciamiento se reconoce por un aumento de la presión transmembrana, y en caso de que la presión transmembrana permanezca constante, el ensuciamiento se reconoce por una reducción del flujo.
Se ve afectada por la temperatura, ya que, a temperaturas más bajas, la viscosidad del agua es mayor y, por lo tanto, es más difícil hacerla pasar a través de la membrana, es decir, menor permeabilidad.
El ensuciamiento se produce como consecuencias de las interacciones entre la membrana y el licor mezclado.
El ensuciamiento es el proceso por el cual las partículas se depositan o adsorben en la superficies o los poros de la membrana y pueden provocar graves caídas del flujo y afectar la calidad del agua.
Existen diferentes estrategias para evitar los problemas de incrustación a las aplicaciones BRM.
[9] Por lo general, la configuración interna/sumergida se utiliza para aplicaciones de menor potencia a mayor escala.
Al igual que en la configuración BRM interna, el sistema de aireación también se utiliza para limpiar y suministrar oxígeno a las bacterias que degradan los compuestos orgánicos.
Las principales ventajas proporcionadas por los biorreactores de membrana son las que se muestran a continuación.
Al utilizar filtración de membrana en lugar de sedimentación gravitacional para separar la biomasa del efluente, los sólidos biológicos están contenidos en el biorreactor, por lo que el TRS se puede controlar independientemente del TRH.
Además, esta ventaja contribuye en la eliminación de los problemas relacionados con la sedimentación del decantador secundario.
Aun así, esta tecnología también presenta algunos inconvenientes, los cuales se deben destacar.
Las membranas son elementos delicados, por lo que las incrustaciones pueden reducir su vida útil.
En las últimas décadas, los biorreactores de membrana se han utilizado en diversas aplicaciones.
La tecnología BRM también es una opción adecuada para la producción de muchos productos farmacéuticos, como (s)-ibuprofeno, antibióticos, vitaminas, amidas y antioxidantes.