Fundición a presión
La fabricación de piezas mediante fundición a presión es relativamente sencilla, ya que sólo implica cuatro pasos principales, lo que mantiene el coste incremental por pieza bajo.
[1] Las piezas fundidas a presión se caracterizan por un muy buen acabado superficial (según los estándares de fundición) y consistencia dimensional.
Esta máquina sustituyó casi por completo el trabajo manual en la industria editorial.
[5] Las principales aleaciones de fundición a presión son: zinc, aluminio, magnesio, cinc, cobre, plomo y estaño; aunque no es común, también es posible la fundición a presión de ferrosos.
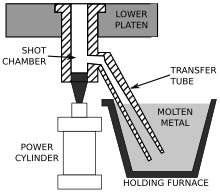
El proceso de estas máquinas comienza con la fusión del metal en un horno independiente.
A continuación, esta inyección se introduce en la matriz mediante un pistón hidráulico o mecánico.
La cavidad del molde se corta en dos insertos de cavidad, que son piezas separadas que pueden sustituirse con relativa facilidad y se atornillan a las mitades de la matriz.
Debe haber suficientes pasadores de expulsión para que la fuerza total de cada pasador sea baja, ya que la pieza fundida aún está caliente y puede resultar dañada por una fuerza excesiva.
Los núcleos son componentes que normalmente producen agujeros o aberturas, pero también pueden utilizarse para crear otros detalles.
Hay tres tipos de núcleos: fijos, móviles y sueltos.
Las correderas son similares a los núcleos móviles, salvo que se utilizan para formar superficies de subcontracorte.
[17] Los núcleos sueltos, también llamados pick-outs, se utilizan para fundir características intrincadas, como agujeros roscados.
Estos respiraderos suelen ser anchos y finos (aproximadamente 0,005 plg) para que cuando el metal fundido empiece a llenarlos el metal se solidifique rápidamente y se minimicen los desechos.
No se utilizan mazarotas porque la alta presión asegura una alimentación continua de metal desde la compuerta.
[18] Las propiedades más importantes de los materiales para las matrices son la resistencia al choque térmico y el ablandamiento a temperatura elevada; otras propiedades importantes son la templabilidad, la maquinabilidad, la resistencia a la comprobación del calor, la soldabilidad, la disponibilidad (especialmente para las matrices más grandes) y el coste.
Otros modos de fallo son el heat checking y la fatiga térmica.
La fatiga térmica es cuando se producen grietas superficiales en la matriz debido a un gran número de ciclos.
Para ello se suele utilizar un troquel especial de recorte en una prensa mecánica o hidráulica.
Si el agua no se trata adecuadamente, los minerales pueden causar defectos superficiales y discontinuidades.
Se añaden otras sustancias para controlar la viscosidad y las propiedades térmicas de estas emulsiones, por ejemplo, grafito, aluminio, mica.
Se utilizan otros aditivos químicos para inhibir la oxidación y la herrumbre.
[26] Históricamente, se solían utilizar lubricantes con base de disolvente, como el gasóleo y el queroseno.
Por lo tanto, para que la fundición a presión sea un proceso económico, se necesita un gran volumen de producción.
La conductividad térmica se representaba mediante la recíproca de la resistividad del papel.
Aunque el sistema no era muy eficaz, llevó al fabricante de las máquinas Acurad, Ube Industries, a descubrir que era igual de eficaz aplicar la presión suficiente en el momento adecuado más adelante en el ciclo con el pistón primario; esto es la fundición a presión indirecta.
Este proceso puede realizarse en aleaciones de aluminio, zinc y plomo.
[16] La fundición de metales semisólidos utiliza un metal que se calienta entre su liquidus y su solidus o su temperatura eutéctica, de modo que se encuentra en su "región blanda".