Los machos y matrices son herramientas que se utilizan para crear roscas de tornillos , lo que se denomina roscado . Muchas son herramientas de corte ; otros están formando herramientas. Se utiliza un macho para cortar o formar la porción hembra del par de acoplamiento (por ejemplo, una tuerca ). Se utiliza una matriz para cortar o formar la porción macho del par de acoplamiento (por ejemplo, un perno ). El proceso de cortar o formar roscas usando un macho se llama roscado , mientras que el proceso que usa una matriz se llama roscado .
Ambas herramientas se pueden utilizar para limpiar un hilo, lo que se denomina persecución . Sin embargo, el uso de un macho o matriz común para limpiar las roscas generalmente elimina algo de material, lo que resulta en roscas más sueltas y débiles. Debido a esto, los maquinistas generalmente limpian las roscas con machos y matrices especiales, llamados rozadores , hechos para ese propósito. Los cazadores están hechos de materiales más blandos y no cortan hilos nuevos. Sin embargo, todavía se ajustan mejor que los sujetadores reales y están estriados como los grifos y troqueles normales para que los residuos puedan escapar. Los mecánicos de automóviles, por ejemplo, utilizan raspadores en las roscas de las bujías para eliminar la corrosión y la acumulación de carbón.
Si bien las tuercas y tornillos modernos se fabrican habitualmente de metal , este no era el caso en épocas anteriores, cuando se empleaban herramientas de carpintería para fabricar pernos y tuercas de madera de gran tamaño para su uso en tornos , molinos de viento , molinos de agua y molinos harineros de la Edad Media ; la facilidad de cortar y reemplazar piezas de madera se equilibraba con la necesidad de resistir grandes cantidades de torsión y soportar cargas de peso cada vez mayores. A medida que las cargas se hacían cada vez más pesadas, se necesitaban pernos más grandes y más fuertes para resistir la rotura. Algunas tuercas y tornillos se midieron por pies o yardas. Este desarrollo llevó finalmente a una sustitución completa de las piezas de madera por piezas metálicas de idéntica medida. Cuando una pieza de madera se rompía, normalmente se partía, rasgaba o rasgaba. Una vez lijadas las astillas, se volvieron a ensamblar las piezas restantes, se encerraron en un molde improvisado de arcilla y se vertió metal fundido en el molde, de modo que se pudiera hacer un reemplazo idéntico en el acto.


Los usuarios solían fabricar machos y matrices para trabajar metales durante los siglos XVIII y XIX (especialmente si el usuario era experto en la fabricación de herramientas), utilizando herramientas como tornos y limas para dar forma, y la herrería para endurecer y templar. Así, los constructores de, por ejemplo, locomotoras, armas de fuego o maquinaria textil probablemente fabricarían sus propios machos y matrices. Durante el siglo XIX, las industrias del mecanizado evolucionaron enormemente y la práctica de comprar machos y matrices a proveedores especializados en ellos suplantó gradualmente a la mayor parte del trabajo interno. Joseph Clement fue uno de los primeros proveedores de machos y matrices, a partir de 1828. [1] Con la introducción de una práctica de fresado más avanzada en las décadas de 1860 y 1870, tareas como cortar las ranuras de un macho con una lima manual se convirtieron en cosa del pasado. . A principios del siglo XX, la práctica del rectificado de roscas experimentó una evolución significativa, lo que hizo avanzar aún más el estado del arte (y la ciencia aplicada) del corte de roscas de tornillos, incluidas las de machos y matrices.
Durante los siglos XIX y XX, la estandarización del hilo fue evolucionando simultáneamente con las técnicas de generación de hilo , incluyendo machos y matrices.
La empresa de machos y matrices más grande que existió en los Estados Unidos fue Greenfield Tap & Die (GTD) de Greenfield, Massachusetts . GTD fue tan vital para el esfuerzo bélico aliado de 1940 a 1945 que se colocaron cañones antiaéreos alrededor de su campus en previsión de un posible ataque aéreo del Eje [ cita requerida ] . La marca GTD ahora forma parte de Widia Products Group .



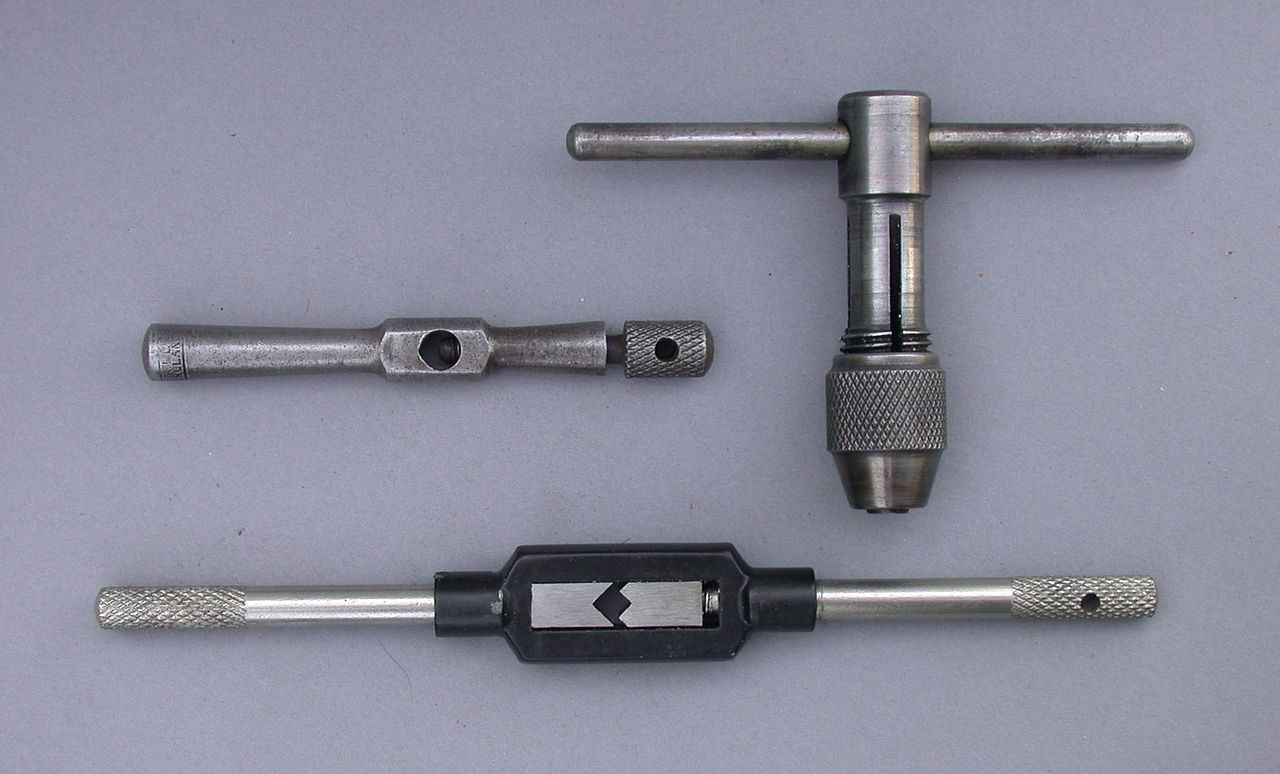
Un grifo corta o forma una rosca en la superficie interior de un orificio, creando una superficie hembra que funciona como una tuerca . Los tres grifos de la imagen ilustran los tipos básicos comúnmente utilizados por la mayoría de los maquinistas :

Ya sea manual o automático, el procesamiento del roscado comienza con la formación (generalmente mediante perforación) y el avellanado ligeramente de un orificio hasta un diámetro algo menor que el diámetro mayor del macho. El diámetro correcto del orificio figura en una tabla de tamaños de taladro y macho , una referencia estándar en muchos talleres mecánicos . El diámetro adecuado para la broca se llama tamaño de broca . Sin una tabla de brocas, puedes calcular el diámetro correcto de la broca con:
donde es el tamaño del taladro del macho, es el diámetro mayor del macho (por ejemplo, ⅜ de pulgada para un macho de ⅜"-16) y es el paso de la rosca ( 1 ⁄ 16 de pulgada en el caso de un macho de ⅜"-16). Para un macho de ⅜"-16, la fórmula anterior produciría 5 ⁄ 16 pulgadas, que es el diámetro correcto del taladro del macho. La fórmula anterior finalmente da como resultado una rosca de aproximadamente el 75 por ciento.
Dado que las roscas métricas especifican el paso directamente, el diámetro correcto del taladro para machos de roscar de tamaño métrico se calcula con:
donde es el tamaño del taladro del macho, es el diámetro mayor del macho (por ejemplo, 10 mm para un macho M10×1,5) y el paso es el paso de la rosca (1,5 mm en el caso de un macho M10 estándar), por lo que el El tamaño de broca correcto es de 8,5 mm. Esto funciona tanto para pasos finos como gruesos y también produce una rosca aproximada del 75 por ciento.
Con materiales blandos o de dureza media, como plástico , aluminio o acero dulce , la práctica común es utilizar un macho de roscar intermedio (tapón) para cortar las roscas. Si las roscas deben extenderse hasta el fondo de un agujero ciego, el maquinista usa un grifo intermedio (tapón) para cortar las roscas hasta que la punta del grifo llegue al fondo, y luego cambia a un grifo de fondo para terminar. El maquinista debe expulsar virutas con frecuencia para evitar atascar o romper el grifo. Con materiales duros, el maquinista puede comenzar con un macho de roscar cónico, cuya transición de diámetro menos severa reduce el torque requerido para cortar roscas. Para enroscar hasta el fondo de un agujero ciego, el maquinista sigue el grifo cónico con un grifo intermedio (tapón) y luego un grifo de fondo para terminar.
El roscado se puede lograr mediante un roscado manual utilizando un conjunto de machos (primer macho, segundo macho y último (acabado)) o usando una máquina para realizar el roscado, como un torno , una perforadora radial o una taladradora de banco. , taladradora tipo pilar, fresadoras verticales, HMC, VMC. El roscado mecánico es más rápido y, en general, más preciso porque se elimina el error humano. El golpe final se logra con un solo golpe.
Aunque en general el roscado con máquina es más preciso, las operaciones de roscado han sido tradicionalmente muy difíciles de ejecutar debido a las frecuentes roturas del macho y a la calidad inconsistente del roscado.
Las razones comunes para la rotura del grifo son:
Para superar estos problemas, se requieren portaherramientas especiales para minimizar las posibilidades de rotura del macho durante el roscado. Suelen clasificarse como portaherramientas convencionales y portaherramientas CNC.
Se pueden utilizar varios portaherramientas para roscar según las necesidades del usuario:
El mayor problema con el simple roscado manual es alinear con precisión el grifo con el orificio para que sean coaxiales; en otras palabras, entrar en línea recta en lugar de en ángulo. El operador debe lograr que esta alineación sea cercana a la ideal para producir buenas roscas y no romper el grifo. Cuanto mayor sea la profundidad del hilo, más pronunciado será el efecto del error angular. Con una profundidad de 1 o 2 diámetros poco importa. Con profundidades superiores a 2 diámetros, el error se vuelve demasiado pronunciado como para ignorarlo. Otro dato sobre la alineación es que el primer corte de hilo o dos establece la dirección que seguirán el resto de hilos. No puedes corregir el ángulo después del primer hilo o dos.
Para ayudar con esta tarea de alineación, se pueden usar varios tipos de plantillas y accesorios para proporcionar la geometría correcta (es decir, una coaxialidad precisa con el orificio) sin tener que usar habilidades manuales para aproximarla:
Generalmente se requieren las siguientes características de los portaroscas:
Los estudios de casos de roscado con ejemplos típicos de operaciones de roscado en diversos entornos se muestran en la fuente machinetoolaid.com [1]
Los machos de doble paso y los machos de inserción necesitan diferentes velocidades y avances, y diferentes diámetros de orificio inicial que otros machos.
Puede encontrar una referencia completa para los tamaños de brocas y machos de roscar de EE. UU. en el cuadro proporcionado por Albany County Fasteners. Esta tabla incluye especificaciones detalladas para el tamaño de los tornillos de máquina, las roscas por pulgada, los diámetros mayor y menor y los tamaños de broca apropiados para diferentes materiales.

Un troquel corta una rosca externa en un material cilíndrico , como una varilla, lo que crea una pieza roscada macho que funciona como un perno . Los troqueles generalmente se fabrican en dos estilos: sólidos y ajustables. Un troquel ajustable se puede ajustar mediante un tornillo integrado o mediante un conjunto de tornillos colocados en el soporte del troquel (denominado "material de troquel"). Se pueden disponer tornillos de ajuste integrales para trabajar axialmente, donde el movimiento del tornillo de ajuste dentro de un orificio roscado en la matriz fuerza la apertura de la sección ranurada de la matriz, o tangencialmente donde un tornillo roscado en un lado de la ranura se apoya contra el opuesto. lado de la hendidura. Los troqueles sin tornillos integrados se ajustan dentro del troquel mediante tornillos dispuestos radialmente. Dos tornillos en la culata se apoyan en muescas a cada lado de la hendidura, tendiendo a apretar la hendidura para cerrarla, mientras que un tercer tornillo con una punta cónica se atornilla en la hendidura obligándola a abrirse. Al trabajar estos tres tornillos uno contra el otro se ajusta el troquel.
Los tornillos integrados parecen ser comunes en los EE. UU., pero son casi desconocidos en el Reino Unido y Europa.
Los troqueles que se muestran en la imagen de la derecha son ajustables:
Los troqueles sólidos cortan una forma y profundidad de rosca nominal, cuya precisión está sujeta a la precisión con la que se fabricó el troquel y a los efectos del desgaste. Los troqueles ajustables se pueden comprimir o expandir ligeramente para proporcionar cierta compensación por el desgaste o para lograr diferentes clases de ajuste de rosca (clase A, B y, más raramente, C). También existen grifos ajustables, pero no son comunes. Tienen una punta que se divide a través de las ranuras y un tornillo axial que separa ligeramente los bordes cortantes.
La pieza de trabajo (en blanco) que se va a roscar, que generalmente tiene un diámetro ligeramente menor que el diámetro mayor de la matriz, recibe una ligera conicidad (chaflán) en el extremo que se va a roscar. Este chaflán ayuda a centrar el troquel en la pieza en bruto y reduce la fuerza necesaria para iniciar el corte de rosca. [8] Una vez que el dado ha comenzado, se autoalimenta. A menudo es necesario invertir periódicamente la matriz para romper el chip y evitar el apiñamiento.
Las tuercas de matriz , también conocidas comomatrices de reroscado, son matrices hechas para limpiar roscas dañadas,[9]no tienen hendiduras para cambiar el tamaño y están hechas de una barra hexagonal para que se pueda usar unallavepara girarlas. El proceso de reparación de hilos dañados se conoce como "persecución". Los troqueles de reroscado no se pueden utilizar para cortar hilos nuevos porque carecen de dientes formadores de viruta. [10]Sin embargo, el perfil externo de una matriz no se corresponde estrictamente con su función. Los fabricantes de troqueles han producido modelos en forma hexagonal destinados a la creación de nuevos hilos. [11]Estos parecen idénticos a los troqueles sólidos en todos los aspectos excepto en la forma externa. Los troqueles de corte de roscas hexagonales se utilizan con un material de troquel con características de sujeción hexagonal.
El uso de un lubricante adecuado es esencial en la mayoría de las operaciones de roscado y roscado. Los lubricantes recomendados para algunos materiales comunes son los siguientes:




