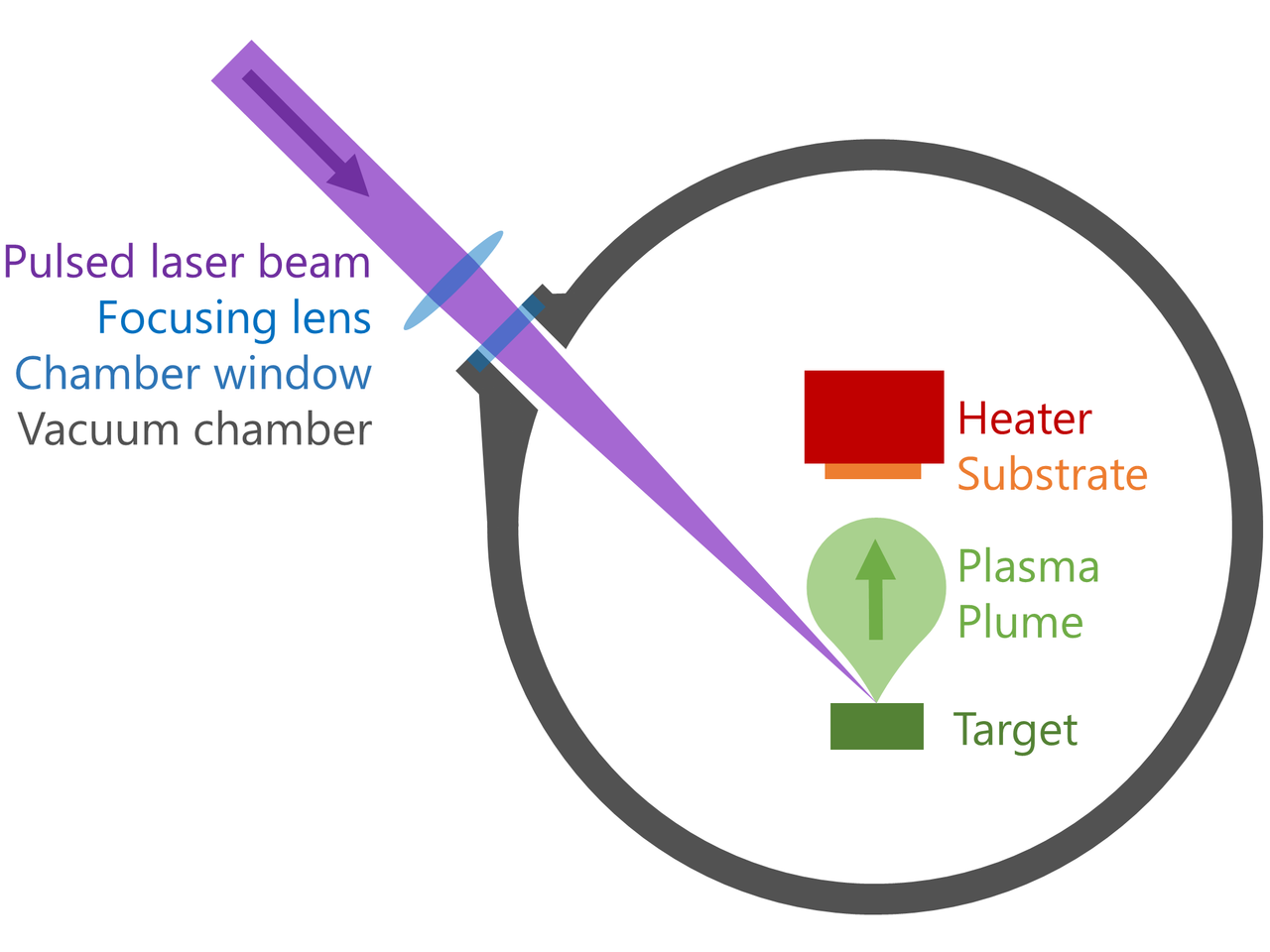
Una columna expulsada de un objetivo de SrRuO 3 durante la deposición mediante láser pulsado.Una posible configuración de una cámara de deposición de PLD.
La deposición por láser pulsado ( PLD ) es una técnica de deposición física de vapor (PVD) en la que se enfoca un haz de láser pulsado de alta potencia dentro de una cámara de vacío para alcanzar un objetivo del material que se va a depositar. Este material se vaporiza desde el objetivo (en una columna de plasma) que lo deposita como una película delgada sobre un sustrato (como una oblea de silicio orientada hacia el objetivo). Este proceso puede ocurrir en ultra alto vacío o en presencia de un gas de fondo, como el oxígeno que se usa comúnmente al depositar óxidos para oxigenar completamente las películas depositadas.
Si bien la configuración básica es simple en relación con muchas otras técnicas de deposición, los fenómenos físicos de la interacción láser-objetivo y el crecimiento de la película son bastante complejos (ver Proceso a continuación). Cuando el pulso láser es absorbido por el objetivo, la energía primero se convierte en excitación electrónica y luego en energía térmica, química y mecánica, lo que resulta en evaporación, ablación , formación de plasma e incluso exfoliación . [1] Las especies expulsadas se expanden en el vacío circundante en forma de una columna que contiene muchas especies energéticas que incluyen átomos , moléculas , electrones , iones , cúmulos, partículas y glóbulos fundidos, antes de depositarse en el sustrato típicamente caliente.
Proceso
Los mecanismos detallados de la PLD son muy complejos e incluyen el proceso de ablación del material objetivo mediante la irradiación láser , el desarrollo de una columna de plasma con iones, electrones y neutros de alta energía y el crecimiento cristalino de la propia película sobre el sustrato calentado. El proceso de PLD se puede dividir en cuatro etapas:
Absorción láser en la superficie del objetivo y ablación láser del material objetivo y creación de un plasma
Dinámica del plasma
Deposición del material de ablación sobre el sustrato.
Nucleación y crecimiento de la película sobre la superficie del sustrato.
Cada uno de estos pasos es crucial para la cristalinidad, uniformidad y estequiometría de la película resultante.
Se depositan películas delgadas de óxidos con precisión de capa atómica mediante deposición por láser pulsado. En esta imagen, un láser pulsado de alta intensidad dispara un disco blanco giratorio de Al2O3 ( alúmina ). El pulso láser crea una explosión de plasma, visible como una nube violeta. La nube de plasma de la alúmina se expande hacia el sustrato cuadrado, hecho de SrTiO3 , donde se condensa y se solidifica, formando una capa atómica a la vez. El sustrato está montado sobre una placa calefactora, que brilla en rojo a una temperatura de 650 °C, para mejorar la cristalinidad de la película delgada de alúmina.
Ablación láser del material objetivo y creación de un plasma
La ablación del material objetivo mediante la irradiación láser y la creación de plasma son procesos muy complejos. La eliminación de átomos del material a granel se realiza mediante la vaporización del material a granel en la región de la superficie en un estado de no equilibrio. En este caso, el pulso láser incidente penetra en la superficie del material dentro de la profundidad de penetración. Esta dimensión depende de la longitud de onda del láser y del índice de refracción del material objetivo en la longitud de onda del láser aplicado y, por lo general, se encuentra en la región de 10 nm para la mayoría de los materiales. El fuerte campo eléctrico generado por la luz láser es lo suficientemente fuerte como para eliminar los electrones del material a granel del volumen penetrado. Este proceso ocurre dentro de los 10 ps de un pulso láser de ns y es causado por procesos no lineales como la ionización multifotónica que se ven potenciados por grietas microscópicas en la superficie, huecos y nódulos, que aumentan el campo eléctrico. Los electrones libres oscilan dentro del campo electromagnético de la luz láser y pueden colisionar con los átomos del material en masa, transfiriendo así parte de su energía a la red del material objetivo dentro de la región de la superficie. A continuación, la superficie del objetivo se calienta y el material se vaporiza.
Dinámica del plasma
En la segunda etapa, el material se expande en un plasma paralelo al vector normal de la superficie del objetivo hacia el sustrato debido a la repulsión de Coulomb y al retroceso de la superficie del objetivo. La distribución espacial de la columna depende de la presión de fondo dentro de la cámara PLD. La densidad de la columna se puede describir mediante una ley de cos n (x) con una forma similar a una curva gaussiana. La dependencia de la forma de la columna con respecto a la presión se puede describir en tres etapas:
La etapa de vacío, donde la columna es muy estrecha y se dirige hacia adelante; casi no se produce dispersión con los gases de fondo.
Región intermedia en la que se puede observar una separación de los iones de alta energía de las especies menos energéticas. Los datos de tiempo de vuelo (TOF) se pueden ajustar a un modelo de onda de choque; sin embargo, también podrían ser posibles otros modelos.
Región de alta presión donde encontramos una expansión más parecida a la difusión del material extirpado. Naturalmente, esta dispersión también depende de la masa del gas de fondo y puede influir en la estequiometría de la película depositada.
La consecuencia más importante del aumento de la presión de fondo es la ralentización de las especies de alta energía en la columna de plasma en expansión. Se ha demostrado que las partículas con energías cinéticas de alrededor de 50 eV pueden volver a salpicar la película ya depositada sobre el sustrato. Esto da como resultado una menor velocidad de deposición y, además, puede provocar un cambio en la estequiometría de la película.
Deposición del material de ablación sobre el sustrato.
La tercera etapa es importante para determinar la calidad de las películas depositadas. Las especies de alta energía extraídas del objetivo bombardean la superficie del sustrato y pueden dañarla al desprender átomos de la superficie, pero también al provocar la formación de defectos en la película depositada. [2] Las especies extraídas del sustrato y las partículas emitidas desde el objetivo forman una región de colisión que sirve como fuente de condensación de partículas. Cuando la tasa de condensación es lo suficientemente alta, se puede alcanzar un equilibrio térmico y la película crece sobre la superficie del sustrato a expensas del flujo directo de partículas extraídas y del equilibrio térmico obtenido.
Nucleación y crecimiento de la película sobre la superficie del sustrato.
El proceso de nucleación y la cinética de crecimiento de la película dependen de varios parámetros de crecimiento, entre ellos:
Parámetros del láser : varios factores , como la fluencia del láser [Joule/cm2 ] , la energía del láser y el grado de ionización del material extirpado, afectarán la calidad de la película, la estequiometría [3] y el flujo de deposición. Generalmente, la densidad de nucleación aumenta cuando aumenta el flujo de deposición.
Temperatura de la superficie : la temperatura de la superficie tiene un gran efecto en la densidad de nucleación. Generalmente, la densidad de nucleación disminuye a medida que aumenta la temperatura. [4] El calentamiento de la superficie puede implicar una placa calefactora o el uso de un láser de CO2 . [5]
Superficie del sustrato : la nucleación y el crecimiento pueden verse afectados por la preparación de la superficie (como el grabado químico [6] ), el corte incorrecto del sustrato y la rugosidad del sustrato.
Presión de fondo : es común en la deposición de óxido que se necesite un fondo de oxígeno para garantizar la transferencia estequiométrica del objetivo a la película. Si, por ejemplo, el fondo de oxígeno es demasiado bajo, la película se desviará de la estequiometría, lo que afectará la densidad de nucleación y la calidad de la película. [7]
En la PLD, se produce una gran sobresaturación en el sustrato durante la duración del pulso. El pulso dura alrededor de 10 a 40 microsegundos [8] dependiendo de los parámetros del láser. Esta alta sobresaturación provoca una densidad de nucleación muy grande en la superficie en comparación con la epitaxia de haz molecular o la deposición por pulverización catódica . Esta densidad de nucleación aumenta la suavidad de la película depositada.
En PLD, [dependiendo de los parámetros de deposición anteriores] son posibles tres modos de crecimiento:
Crecimiento por flujo escalonado : todos los sustratos tienen un corte incorrecto asociado con el cristal. Estos cortes incorrectos dan lugar a escalones atómicos en la superficie. En el crecimiento por flujo escalonado, los átomos caen sobre la superficie y se difunden hacia un borde escalonado antes de tener la oportunidad de nuclear una isla superficial. La superficie de crecimiento se ve como escalones que viajan a través de la superficie. Este modo de crecimiento se obtiene mediante la deposición sobre un sustrato con un alto grado de corte incorrecto o mediante la deposición a temperaturas elevadas [9].
Crecimiento capa por capa : en este modo de crecimiento, las islas se nuclean en la superficie hasta que se alcanza una densidad crítica de islas. A medida que se agrega más material, las islas continúan creciendo hasta que comienzan a chocar entre sí. Esto se conoce como coalescencia. Una vez que se alcanza la coalescencia, la superficie tiene una gran densidad de hoyos. Cuando se agrega material adicional a la superficie, los átomos se difunden en estos hoyos para completar la capa. Este proceso se repite para cada capa posterior.
Crecimiento 3D : este modo es similar al crecimiento capa por capa, excepto que una vez que se forma una isla, se formará una isla adicional sobre la primera. Por lo tanto, el crecimiento no persiste en forma de capa por capa y la superficie se vuelve áspera cada vez que se agrega material.
Historia
La deposición por láser pulsado es sólo una de las muchas técnicas de deposición de películas delgadas. Otros métodos incluyen la epitaxia de haz molecular (MBE), la deposición química en fase de vapor (CVD), la deposición por pulverización catódica (RF, magnetrón y haz de iones). La historia del crecimiento de películas asistido por láser comenzó poco después de la realización técnica del primer láser en 1960 por Maiman. Smith y Turner utilizaron un láser de rubí para depositar las primeras películas delgadas en 1965, tres años después de que Breech y Cross estudiaran la vaporización y excitación por láser de átomos de superficies sólidas. Sin embargo, las películas depositadas seguían siendo inferiores a las obtenidas mediante otras técnicas, como la deposición química en fase de vapor y la epitaxia de haz molecular. A principios de la década de 1980, algunos grupos de investigación (principalmente en la ex URSS) lograron resultados notables en la fabricación de estructuras de películas delgadas utilizando tecnología láser. El gran avance se produjo en 1987 cuando D. Dijkkamp, Xindi Wu y T. Venkatesan fueron capaces de depositar mediante láser una película delgada de YBa2Cu3O7 , un material superconductor de alta temperatura, que era de calidad superior a la de las películas depositadas con técnicas alternativas. Desde entonces, la técnica de deposición por láser pulsado se ha utilizado para fabricar películas cristalinas de alta calidad, como películas delgadas de granate dopado para su uso como láseres de guía de ondas planas. [ 10] [11] Se ha demostrado la deposición de óxidos cerámicos, [12] películas de nitruro, [13] películas ferromagnéticas, [14] multicapas metálicas [15] [16] y varias superredes. En la década de 1990, el desarrollo de nueva tecnología láser, como láseres con alta tasa de repetición y duraciones de pulso cortas, convirtió a la PLD en una herramienta muy competitiva para el crecimiento de películas delgadas y bien definidas con estequiometría compleja.
Aspectos técnicos
Existen muchas configuraciones diferentes para construir una cámara de deposición para PLD. El material objetivo que se evapora mediante el láser se encuentra normalmente en forma de disco giratorio unido a un soporte. Sin embargo, también se puede sinterizar en una varilla cilíndrica con movimiento de rotación y un movimiento de traslación hacia arriba y hacia abajo a lo largo de su eje. Esta configuración especial permite no solo la utilización de un pulso de gas reactivo sincronizado sino también de una varilla objetivo multicomponente con la que se pueden crear películas de diferentes capas.
Algunos factores que influyen en la tasa de deposición:
Material de destino
Energía de pulso del láser
Tasa de repetición del láser [17]
Temperatura del sustrato [18]
Distancia del objetivo al sustrato
Tipo de gas y presión en la cámara (oxígeno, argón, etc.) [19]
Referencias
^ Deposición de películas delgadas mediante láser pulsado, editado por Douglas B. Chrisey y Graham K. Hubler, John Wiley & Sons, 1994 ISBN 0-471-59218-8
^ Vaziri, MRR (2010). "Descripción microscópica del proceso de termalización durante la deposición láser pulsada de aluminio en presencia de gas de fondo argón". Journal of Physics D: Applied Physics . 43 (42): 425205. Bibcode :2010JPhD...43P5205R. doi :10.1088/0022-3727/43/42/425205. S2CID 120309363.
^ Ohnishi, Tsuyoshi; Shibuya, Keisuke; Yamamoto, Takahisa; Lippmaa, Mikk (2008). "Defectos y transporte en películas delgadas de óxido complejo". Journal of Applied Physics . 103 (10): 103703–103703–6. Código Bibliográfico :2008JAP...103j3703O. doi :10.1063/1.2921972.
^ Ferguson, JD; Arikan, G.; Dale, DS; Woll, AR; Brock, JD (2009). "Medidas de difusividad superficial y engrosamiento durante la deposición por láser pulsado". Physical Review Letters . 103 (25): 256103. arXiv : 0910.3601 . Bibcode :2009PhRvL.103y6103F. doi :10.1103/PhysRevLett.103.256103. PMID 20366266. S2CID 11210950.
^ May-Smith, TC; Muir, AC; Darby, MSB; Eason, RW (10 de abril de 2008). "Diseño y rendimiento de un tetraprisma de ZnSe para calentamiento homogéneo de sustrato utilizando un láser de CO2 para experimentos de deposición por láser pulsado" (PDF) . Applied Optics . 47 (11): 1767–1780. Bibcode :2008ApOpt..47.1767M. doi :10.1364/AO.47.001767. ISSN 1539-4522. PMID 18404174.
^ Koster, Gertjan; Kropman, Boike L.; Rijnders, Guus JHM; En blanco, Dave HA; Rogalla, Horst (1998). "Superficies de cristales de titanato de estroncio casi ideales mediante la formación de hidróxido de estroncio". Letras de Física Aplicada . 73 (20): 2920. Código bibliográfico : 1998ApPhL..73.2920K. doi :10.1063/1.122630.
^ Ohtomo, A.; Hwang, HY (2007). "Control del modo de crecimiento de la densidad de portadores libres en películas de SrTiO[sub 3−δ]". Journal of Applied Physics . 102 (8): 083704–083704–6. arXiv : cond-mat/0604117 . Código Bibliográfico :2007JAP...102h3704O. doi :10.1063/1.2798385. S2CID 118558366.
^ Granozio, FM et al. Investigación in situ de vacantes de oxígeno superficial en perovskitas Mat. Res. Soc. Proc. 967E, (2006)
^ Lippmaa, M.; Nakagawa, N.; Kawasaki, M.; Ohashi, S.; Koinuma, H. (2000). "Mapeo del modo de crecimiento de la epitaxia de SrTiO[sub 3]". Applied Physics Letters . 76 (17): 2439. Bibcode :2000ApPhL..76.2439L. doi :10.1063/1.126369.
^ Grant-Jacob, James A.; Beecher, Stephen J.; Parsonage, Tina L.; Hua, Ping; Mackenzie, Jacob I.; Shepherd, David P.; Eason, Robert W. (1 de enero de 2016). "Un láser de guía de onda planar Yb:YAG de 115 W fabricado mediante deposición láser pulsada" (PDF) . Materiales ópticos Express . 6 (1): 91. Código Bibliográfico :2016OMExp...6...91G. doi : 10.1364/ome.6.000091 . ISSN 2159-3930.
^ Beecher, Stephen J.; Grant-Jacob, James A.; Hua, Ping; Prentice, Jake J.; Eason, Robert W.; Shepherd, David P.; Mackenzie, Jacob I. (1 de mayo de 2017). "Láseres de guía de onda de cristal de granate dopado con iterbio desarrollados mediante deposición láser pulsada". Materiales ópticos Express . 7 (5): 1628. Bibcode :2017OMExp...7.1628B. doi : 10.1364/OME.7.001628 . ISSN 2159-3930.
^ Koinuma, Hideomi; Nagata, Hirotoshi; Tsukahara, Tadashi; Gonda, Satoshi; Yoshimoto, Mamoru (6 de mayo de 1991). "Epitaxia de capa cerámica mediante deposición por láser pulsado en un sistema de ultraalto vacío". Applied Physics Letters . 58 (18): 2027–2029. Código Bibliográfico :1991ApPhL..58.2027K. doi :10.1063/1.105002. ISSN 0003-6951.
^ Vispute, RD; Talyansky, V.; Trajanovic, Z.; Choopun, S.; Downes, M.; Sharma, RP; Venkatesan, T.; Woods, MC; Lareau, RT (19 de mayo de 1997). "Capas tampón de ZnO cristalino de alta calidad sobre zafiro (001) mediante deposición por láser pulsado para nitruros III–V". Applied Physics Letters . 70 (20): 2735–2737. Código Bibliográfico :1997ApPhL..70.2735V. doi :10.1063/1.119006. ISSN 0003-6951.
^ Yoshitake, Tsuyoshi; Nakagauchi, Dai; Nagayama, Kunihito (15 de julio de 2003). "Películas delgadas de siliciuro de hierro ferromagnético preparadas mediante deposición por láser pulsado". Revista japonesa de física aplicada . 42 (parte 2, n.º 7B): L849–L851. Código Bibliográfico :2003JaJAP..42L.849Y. doi :10.1143/JJAP.42.L849. ISSN 0021-4922. S2CID 119738424.
^ Shen, J.; Gai, Zheng; Kirschner, J. (febrero de 2004). "Crecimiento y magnetismo de películas delgadas metálicas y multicapas mediante deposición por láser pulsado". Surface Science Reports . 52 (5–6): 163–218. doi :10.1016/j.surfrep.2003.10.001.
^ Lunney, James G. (febrero de 1995). "Deposición de metal y películas multicapa de metal mediante láser pulsado". Applied Surface Science . 86 (1–4): 79–85. Bibcode :1995ApSS...86...79L. doi :10.1016/0169-4332(94)00368-8.
^ Grant-Jacob, James A.; Beecher, Stephen J.; Prentice, Jake J.; Shepherd, David P.; Mackenzie, Jacob I.; Eason, Robert W. (junio de 2018). "Deposición por láser pulsado de guías de onda de granate cristalino a una tasa de crecimiento de 20 μm por hora". Tecnología de superficies y recubrimientos . 343 : 7–10. doi : 10.1016/j.surfcoat.2017.12.008 .
^ Grant-Jacob, James A.; Beecher, Stephen J.; Riris, Haris; Yu, Anthony W.; Shepherd, David P.; Eason, Robert W.; Mackenzie, Jacob I. (23 de octubre de 2017). "Control dinámico del índice de refracción durante el crecimiento de la guía de onda depositada por láser pulsado". Optical Materials Express . 7 (11): 4073. Bibcode :2017OMExp...7.4073G. doi : 10.1364/OME.7.004073 .
^ Scharf, T.; Krebs, HU (1 de noviembre de 2002). "Influencia de la presión del gas inerte en la tasa de deposición durante la deposición por láser pulsado". Applied Physics A: Materials Science & Processing . 75 (5): 551–554. Bibcode :2002ApPhA..75..551S. doi :10.1007/s00339-002-1442-4. S2CID 93176756.
Enlaces externos
Introducción a la deposición por láser pulsado Introducción a la deposición por láser pulsado
Laser-MBE: Deposición por láser pulsado en ultra alto vacío
Pérez Taborda, Jaime Andrés; Caicedo, JC; Grisales, M.; Saldarriaga, W.; Riascos, H. (2015). "Efecto de la presión de deposición sobre las propiedades químicas, morfológicas y ópticas de nitruros de aluminio binarios". Optics & Laser Technology . 69 : 92–103. Bibcode :2015OptLT..69...92P. doi :10.1016/j.optlastec.2014.12.009. hdl :10261/129916.
Breve descripción general del sistema de deposición por láser de pulsos