

En la metalistería y la fabricación de joyas, la fundición es un proceso en el que se introduce un metal líquido en un molde (normalmente mediante un crisol ) que contiene una impresión negativa (es decir, una imagen negativa tridimensional) de la forma deseada. El metal se vierte en el molde a través de un canal hueco llamado bebedero . A continuación, se enfrían el metal y el molde y se extrae la pieza metálica (la pieza fundida ). La fundición se utiliza con mayor frecuencia para hacer formas complejas que serían difíciles o poco económicas de hacer con otros métodos. [1]
Los procesos de fundición se conocen desde hace miles de años y se han utilizado ampliamente para esculturas (especialmente en bronce ), joyas de metales preciosos y armas y herramientas. Las fundiciones de alta ingeniería se encuentran en el 90 por ciento de los bienes duraderos, incluidos automóviles, camiones, equipos aeroespaciales, trenes, equipos de minería y construcción, pozos de petróleo, electrodomésticos, tuberías, hidrantes, turbinas eólicas, plantas nucleares , dispositivos médicos, productos de defensa, juguetes y más. [2]
Las técnicas tradicionales incluyen la fundición a la cera perdida (que puede dividirse en fundición centrífuga y fundición directa con asistencia de vacío ), la fundición en molde de yeso y la fundición en arena .
El proceso de fundición moderno se subdivide en dos categorías principales: fundición desechable y fundición no desechable. Se subdivide además según el material del molde, como arena o metal, y el método de vertido, como gravedad, vacío o baja presión. [3]
El moldeo desechable es una clasificación genérica que incluye moldes de arena, plástico, concha, yeso y cera perdida. Este método de moldeo implica el uso de moldes temporales no reutilizables.

La fundición en arena es uno de los tipos de fundición más populares y sencillos, y se ha utilizado durante siglos. La fundición en arena permite realizar lotes más pequeños que la fundición en molde permanente y a un coste muy razonable. Este método no solo permite a los fabricantes crear productos a bajo coste, sino que también ofrece otros beneficios, como operaciones de tamaño muy reducido. El proceso permite realizar piezas fundidas lo suficientemente pequeñas como para caber en la palma de la mano y piezas lo suficientemente grandes como para caber en la plataforma de un vagón de tren (una pieza fundida puede crear la plataforma completa para un vagón de tren). La fundición en arena también permite fundir la mayoría de los metales, dependiendo del tipo de arena que se utilice para los moldes. [4]


El proceso de fundición en arena requiere un tiempo de entrega de días, o incluso semanas a veces, para una producción a altas tasas de rendimiento (1 a 20 piezas/molde por hora) y es insuperable para la producción de piezas grandes. La arena verde (húmeda), que es de color negro, casi no tiene límite de peso de pieza, mientras que la arena seca tiene un límite práctico de masa de pieza de 2300 a 2700 kg (5100 a 6000 lb). El peso mínimo de la pieza varía de 0,075 a 0,1 kg (0,17 a 0,22 lb). La arena se aglutina utilizando arcillas, aglutinantes químicos o aceites polimerizados (como aceite de motor). La arena se puede reciclar muchas veces en la mayoría de las operaciones y requiere poco mantenimiento.
El moldeo con arcilla se ha utilizado para producir objetos grandes y simétricos, como cañones y campanas de iglesia. La arcilla es una mezcla de arcilla y arena con paja o estiércol. Se forma un modelo del producto en un material friable (la camisa). Se forma el molde alrededor de esta camisa cubriéndola con arcilla. Luego se cuece (se cuece) y se retira la camisa. Luego, el molde se coloca en posición vertical en un pozo frente al horno para verter el metal fundido. Después, se rompe el molde. Por lo tanto, los moldes solo se pueden usar una vez, por lo que se prefieren otros métodos para la mayoría de los fines.
El moldeo por escayola es similar al moldeo por arena, excepto que se utiliza yeso de París en lugar de arena como material de moldeo. Generalmente, la forma tarda menos de una semana en prepararse, después de lo cual se logra una tasa de producción de 1 a 10 unidades/hora-molde, con artículos tan masivos como 45 kg (99 lb) y tan pequeños como 30 g (1 oz) con muy buen acabado superficial y tolerancias estrechas . [5] El moldeo por escayola es una alternativa económica a otros procesos de moldeo para piezas complejas debido al bajo costo del yeso y su capacidad para producir piezas fundidas casi en forma neta . La mayor desventaja es que solo se puede utilizar con materiales no ferrosos de bajo punto de fusión, como aluminio , cobre , magnesio y zinc . [6]
El moldeo en concha es similar al moldeo en arena, pero la cavidad de moldeo está formada por una "concha" endurecida de arena en lugar de un matraz lleno de arena. La arena utilizada es más fina que la arena para moldeo en arena y se mezcla con una resina para que pueda calentarse con el patrón y endurecerse formando una concha alrededor del patrón. Debido a la resina y a la arena más fina, se obtiene un acabado superficial mucho más fino. El proceso se automatiza fácilmente y es más preciso que el moldeo en arena. Los metales comunes que se moldean incluyen hierro fundido , aluminio, magnesio y aleaciones de cobre. Este proceso es ideal para artículos complejos de tamaño pequeño a mediano.
La fundición a la cera perdida (conocida en el arte como fundición a la cera perdida ) es un proceso que se practica desde hace miles de años, siendo el proceso de cera perdida una de las técnicas de conformado de metales más antiguas que se conocen. Desde hace 5000 años, cuando la cera de abejas formaba el patrón, hasta las ceras de alta tecnología, los materiales refractarios y las aleaciones especiales de la actualidad, las fundiciones garantizan la producción de componentes de alta calidad con las ventajas clave de precisión, repetibilidad, versatilidad e integridad.
El nombre de la fundición a la cera perdida se debe al hecho de que el modelo está revestido o rodeado de un material refractario. Los modelos de cera requieren un cuidado extremo, ya que no son lo suficientemente resistentes como para soportar las fuerzas que se encuentran durante la fabricación del molde. Una ventaja de la fundición a la cera perdida es que la cera se puede reutilizar. [5]
El proceso es adecuado para la producción repetible de componentes con forma neta a partir de una variedad de metales diferentes y aleaciones de alto rendimiento. Aunque generalmente se utiliza para fundiciones pequeñas, este proceso se ha utilizado para producir marcos de puertas de aeronaves completos, con fundiciones de acero de hasta 300 kg y fundiciones de aluminio de hasta 30 kg. En comparación con otros procesos de fundición, como la fundición a presión o la fundición en arena , puede ser un proceso costoso. Sin embargo, los componentes que se pueden producir mediante fundición de precisión pueden incorporar contornos intrincados y, en la mayoría de los casos, los componentes se funden cerca de la forma neta, por lo que requieren poco o ningún retrabajo una vez fundidos.
A menudo se utiliza un yeso intermedio duradero como etapa previa a la producción de una escultura de bronce o como guía para la creación de una piedra tallada. Una vez finalizado el yeso, la obra es más duradera (si se almacena en el interior) que un original de arcilla, que debe mantenerse húmedo para evitar que se agriete. Con el yeso de bajo costo disponible, el costoso trabajo de fundición de bronce o tallado de piedra puede posponerse hasta que se encuentre un mecenas y, como dicho trabajo se considera un proceso técnico, más que artístico, puede incluso posponerse más allá de la vida del artista.
En el moldeo de desechos, se vierte un molde de yeso simple y delgado, reforzado con sisal o arpillera, sobre la mezcla de arcilla original. Una vez curado, se lo retira de la arcilla húmeda, destruyendo incidentalmente los detalles finos de los socavados presentes en la arcilla, pero que ahora están capturados en el molde. El molde puede luego usarse en cualquier momento posterior (pero solo una vez) para fundir una imagen positiva de yeso, idéntica a la arcilla original. La superficie de este yeso puede refinarse aún más y puede pintarse y encerarse para que parezca una fundición de bronce terminada.
Se trata de una clase de procesos de fundición que utilizan materiales de moldeo que se evaporan durante el vertido, lo que significa que no es necesario retirar el material de moldeo antes de la fundición. Los dos procesos principales son la fundición con espuma perdida y la fundición con molde completo.
La fundición a la cera perdida es un tipo de proceso de fundición por evaporación similar a la fundición a la cera perdida, con la excepción de que se utiliza espuma para el patrón en lugar de cera. Este proceso aprovecha el bajo punto de ebullición de la espuma para simplificar el proceso de fundición a la cera perdida al eliminar la necesidad de derretir la cera fuera del molde.
La fundición en molde completo es un proceso de fundición por evaporación que es una combinación de fundición en arena y fundición por espuma perdida . Utiliza un patrón de espuma de poliestireno expandido que luego se rodea de arena, de manera muy similar a la fundición en arena. Luego, el metal se vierte directamente en el molde, que vaporiza la espuma al entrar en contacto.

La fundición en moldes no desechables se diferencia de los procesos desechables en que no es necesario reformar el molde después de cada ciclo de producción. Esta técnica incluye al menos cuatro métodos diferentes: fundición permanente, en matriz, centrífuga y continua. Esta forma de fundición también da como resultado una mejor repetibilidad en las piezas producidas y ofrece resultados casi idénticos a la forma final .
La fundición en molde permanente es un proceso de fundición de metales que emplea moldes reutilizables ("moldes permanentes"), generalmente hechos de metal . El proceso más común utiliza la gravedad para llenar el molde. Sin embargo, también se utiliza presión de gas o vacío . Una variación del proceso típico de fundición por gravedad, llamada fundición en masa , produce piezas fundidas huecas. Los metales de fundición comunes son el aluminio , el magnesio y las aleaciones de cobre . Otros materiales incluyen aleaciones de estaño , zinc y plomo , y el hierro y el acero también se cuelan en moldes de grafito . Los moldes permanentes, si bien duran más de una fundición, aún tienen una vida útil limitada antes de desgastarse.
El proceso de fundición a presión fuerza el metal fundido a alta presión dentro de las cavidades del molde (que se mecanizan para formar matrices). La mayoría de las piezas fundidas a presión se fabrican a partir de metales no ferrosos , específicamente aleaciones a base de zinc , cobre y aluminio, pero también es posible realizar piezas fundidas a presión con metales ferrosos . El método de fundición a presión es especialmente adecuado para aplicaciones en las que se necesitan muchas piezas de tamaño pequeño a mediano con buen detalle, una calidad superficial fina y consistencia dimensional.
La fundición de metal semisólido (SSM) es un proceso de fundición a presión modificado que reduce o elimina la porosidad residual presente en la mayoría de las piezas fundidas a presión. En lugar de utilizar metal líquido como material de alimentación, la fundición SSM utiliza un material de alimentación de mayor viscosidad que es parcialmente sólido y parcialmente líquido. Se utiliza una máquina de fundición a presión modificada para inyectar la suspensión semisólida en matrices de acero endurecido reutilizables. La alta viscosidad del metal semisólido, junto con el uso de condiciones controladas de llenado de la matriz, garantiza que el metal semisólido llene la matriz de una manera no turbulenta, de modo que se pueda eliminar esencialmente la porosidad dañina.
Las piezas fundidas SSM se utilizan principalmente en el ámbito comercial para aleaciones de aluminio y magnesio y pueden tratarse térmicamente para obtener los temples T4, T5 o T6. La combinación de tratamiento térmico, velocidades de enfriamiento rápidas (al utilizar matrices de acero sin revestimiento) y una porosidad mínima proporciona excelentes combinaciones de resistencia y ductilidad. Otras ventajas de la fundición SSM incluyen la capacidad de producir piezas con formas complejas, hermeticidad a la presión, tolerancias dimensionales ajustadas y la capacidad de fundir paredes delgadas. [7]
En este proceso, el metal fundido se vierte en el molde y se deja solidificar mientras el molde gira. El metal se vierte en el centro del molde, en su eje de rotación. Debido a la fuerza de inercia, el metal líquido es expulsado hacia la periferia.
La fundición centrífuga es independiente de la gravedad y la presión, ya que crea su propia fuerza de alimentación mediante un molde de arena temporal colocado en una cámara de centrifugado. El tiempo de entrega varía según la aplicación. El procesamiento semicentrífugo y el verdadero centrifugado permiten producir entre 30 y 50 piezas por hora de molde, con un límite práctico para el procesamiento por lotes de aproximadamente 9000 kg de masa total con un límite típico por pieza de 2,3 a 4,5 kg.
Industrialmente, la fundición centrífuga [8] de ruedas de ferrocarril fue una de las primeras aplicaciones del método desarrollado por la empresa industrial alemana Krupp y esta capacidad permitió el rápido crecimiento de la empresa.
Las piezas de arte pequeñas, como las joyas, suelen fundirse con este método mediante el proceso de cera perdida, ya que las fuerzas permiten que los metales líquidos, bastante viscosos, fluyan a través de pasajes muy pequeños y entren en detalles finos, como hojas y pétalos. Este efecto es similar a los beneficios de la fundición al vacío, que también se aplica a la fundición de joyas.
La colada continua es un refinamiento del proceso de colada para la producción continua y de alto volumen de secciones metálicas con una sección transversal constante. Se utiliza principalmente para producir productos semiacabados para su posterior procesamiento. [9] : 339 El metal fundido se vierte en un molde abierto, refrigerado por agua, que permite que se forme una "piel" de metal sólido sobre el centro aún líquido, solidificando gradualmente el metal desde el exterior hacia el interior. Después de la solidificación, la hebra, como a veces se la llama, se retira continuamente del molde. Se pueden cortar longitudes predeterminadas de la hebra mediante cizallas mecánicas o sopletes de oxiacetileno móviles y transferirlas a procesos de formación posteriores, o a una pila de almacenamiento. Los tamaños de fundición pueden variar desde tiras (unos pocos milímetros de espesor por unos cinco metros de ancho) hasta palanquillas (de 90 a 160 mm cuadrados) o losas (1,25 m de ancho por 230 mm de espesor). A veces, la hebra puede someterse a un proceso inicial de laminado en caliente antes de ser cortada.
La colada continua se utiliza debido a los menores costos asociados con la producción continua de un producto estándar y también a la mayor calidad del producto final. Los metales como el acero, el cobre, el aluminio y el plomo se funden de forma continua, siendo el acero el metal con mayores tonelajes fundidos mediante este método.
El upcasting (up-casting, upstream o upper casting) es un método de colada continua vertical u horizontal de varillas y tubos de diversos perfiles (cilíndricos, cuadrados, hexagonales, placas, etc.) de 8-30 mm de diámetro. [10] Se utilizan habitualmente aleaciones de cobre (Cu), bronce ( aleación Cu· Sn ) y níquel debido a su mayor velocidad de colada (en el caso del upcasting vertical) y a las mejores características físicas obtenidas. La ventaja de este método es que los metales están casi libres de oxígeno y que la velocidad de cristalización del producto (solidificación) se puede ajustar en un cristalizador, un dispositivo resistente a altas temperaturas que enfría una varilla o tubo de metal en crecimiento mediante el uso de agua. [10]
El método es comparable al método Czochralski de crecimiento de cristales de silicio (Si), que es un metaloide .
Los procesos de fundición de metales utilizan la siguiente terminología: [11]
Algunos procesos especializados, como la fundición a presión, utilizan terminología adicional.
La fundición es un proceso de solidificación , lo que significa que el fenómeno de solidificación controla la mayoría de las propiedades de la fundición. Además, la mayoría de los defectos de fundición ocurren durante la solidificación, como la porosidad del gas y la contracción por solidificación . [12]
La solidificación se produce en dos pasos: nucleación y crecimiento de cristales . En la etapa de nucleación, las partículas sólidas se forman dentro del líquido. Cuando se forman estas partículas, su energía interna es menor que la del líquido circundante, lo que crea una interfaz de energía entre los dos. La formación de la superficie en esta interfaz requiere energía, por lo que a medida que se produce la nucleación, el material en realidad se subenfría (es decir, se enfría por debajo de su temperatura de solidificación) debido a la energía adicional requerida para formar las superficies de la interfaz. Luego se recalesce, o se calienta de nuevo hasta su temperatura de solidificación, para la etapa de crecimiento de cristales. La nucleación se produce en una superficie sólida preexistente porque no se requiere tanta energía para una superficie de interfaz parcial como para una superficie de interfaz esférica completa. Esto puede ser ventajoso porque las fundiciones de grano fino poseen mejores propiedades que las fundiciones de grano grueso. Una estructura de grano fino se puede inducir mediante refinamiento de grano o inoculación , que es el proceso de agregar impurezas para inducir la nucleación. [13]
Todas las nucleaciones representan un cristal que crece a medida que se extrae el calor de fusión del líquido hasta que no queda líquido. La dirección, la velocidad y el tipo de crecimiento se pueden controlar para maximizar las propiedades de la pieza fundida. La solidificación direccional es cuando el material se solidifica en un extremo y procede a solidificarse en el otro extremo; este es el tipo de crecimiento de grano más ideal porque permite que el material líquido compense la contracción. [13]
Las curvas de enfriamiento son importantes para controlar la calidad de una pieza fundida. La parte más importante de la curva de enfriamiento es la velocidad de enfriamiento , que afecta a la microestructura y las propiedades. En términos generales, una zona de la pieza fundida que se enfría rápidamente tendrá una estructura de grano fino y una zona que se enfría lentamente tendrá una estructura de grano grueso. A continuación se muestra un ejemplo de curva de enfriamiento de un metal puro o una aleación eutéctica , con terminología de definición. [14]
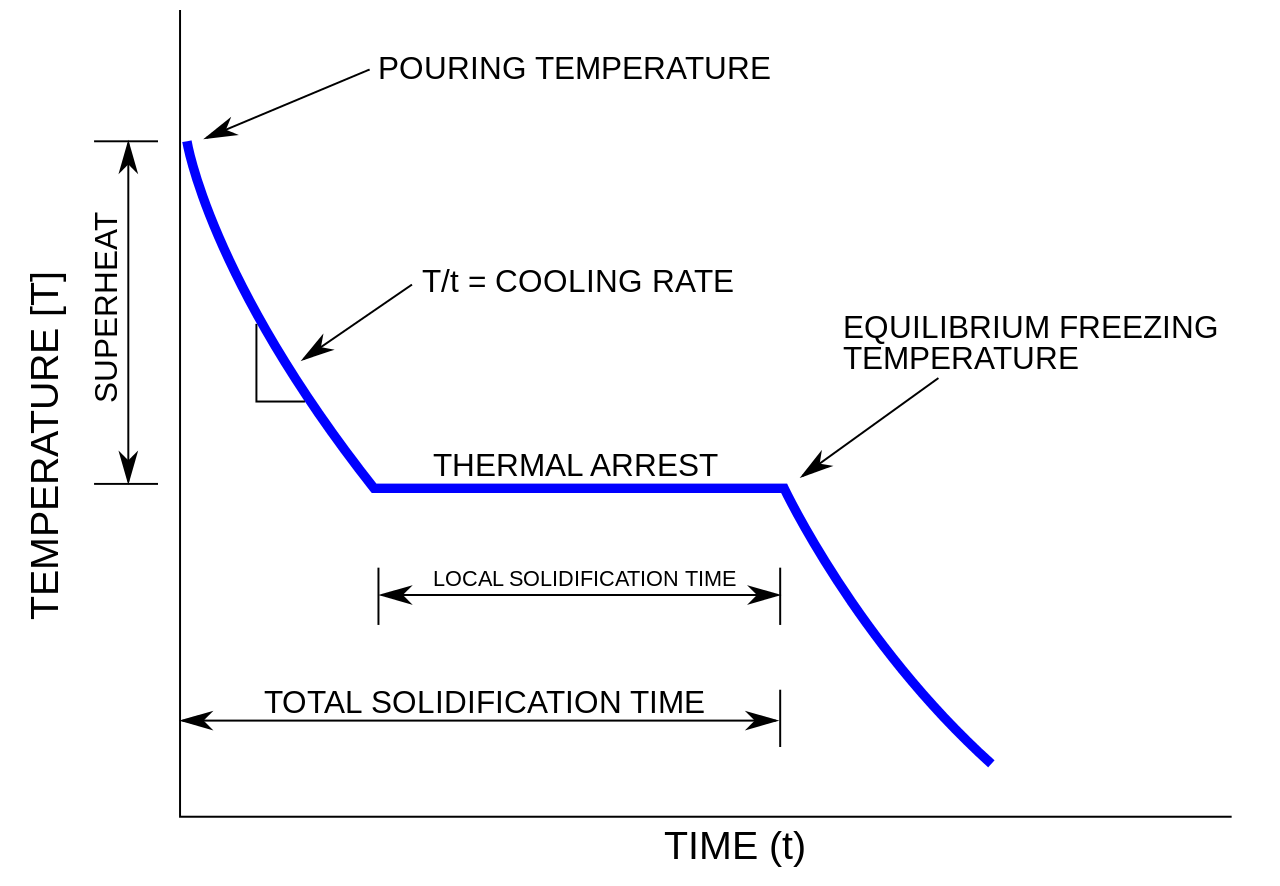
Tenga en cuenta que antes del paro térmico, el material es líquido y después, sólido; durante el paro térmico, el material pasa de líquido a sólido. Además, tenga en cuenta que cuanto mayor sea el sobrecalentamiento, más tiempo tendrá el material líquido para fluir hacia los detalles intrincados. [15]
La curva de enfriamiento anterior representa una situación básica con un metal puro, sin embargo, la mayoría de las piezas fundidas son de aleaciones, que tienen una curva de enfriamiento con la forma que se muestra a continuación.

Tenga en cuenta que ya no hay un arresto térmico, sino un rango de congelación. El rango de congelación corresponde directamente al estado líquido y sólido que se encuentran en el diagrama de fases de la aleación específica.
El tiempo de solidificación local se puede calcular utilizando la regla de Chvorinov, que es:
Donde t es el tiempo de solidificación, V es el volumen de la pieza fundida, A es el área de superficie de la pieza fundida que entra en contacto con el molde , n es una constante y B es la constante del molde. Es muy útil para determinar si una mazarota se solidificará antes de la fundición, porque si la mazarota se solidifica primero, entonces no sirve. [16]

El sistema de compuertas cumple muchas funciones, la más importante de las cuales es transportar el material líquido al molde, pero también controlar la contracción, la velocidad del líquido, la turbulencia y atrapar la escoria . Las compuertas suelen estar unidas a la parte más gruesa de la pieza fundida para ayudar a controlar la contracción. En piezas fundidas especialmente grandes, pueden ser necesarias varias compuertas o canales para introducir metal en más de un punto de la cavidad del molde. La velocidad del material es importante porque si el material se desplaza demasiado lento puede enfriarse antes de llenarse por completo, lo que provoca errores de funcionamiento y cierres en frío. Si el material se desplaza demasiado rápido, el material líquido puede erosionar el molde y contaminar la pieza fundida final. La forma y la longitud del sistema de compuertas también pueden controlar la rapidez con la que se enfría el material; los canales cortos, redondos o cuadrados minimizan la pérdida de calor. [17]
El sistema de compuertas puede estar diseñado para minimizar la turbulencia, dependiendo del material que se esté fundiendo. Por ejemplo, el acero, el hierro fundido y la mayoría de las aleaciones de cobre son insensibles a las turbulencias, pero las aleaciones de aluminio y magnesio son sensibles a las turbulencias. Los materiales insensibles a las turbulencias suelen tener un sistema de compuertas corto y abierto para llenar el molde lo más rápido posible. Sin embargo, para los materiales sensibles a las turbulencias se utilizan bebederos cortos para minimizar la distancia que debe caer el material al entrar en el molde. Se utilizan copas de vertido rectangulares y bebederos cónicos para evitar la formación de un vórtice a medida que el material fluye hacia el molde; estos vórtices tienden a succionar gas y óxidos hacia el molde. Se utiliza un pozo de bebedero grande para disipar la energía cinética del material líquido a medida que cae por el bebedero, lo que disminuye la turbulencia. El estrangulador , que es el área de sección transversal más pequeña en el sistema de compuertas utilizado para controlar el flujo, se puede colocar cerca del pozo de bebedero para ralentizar y suavizar el flujo. Tenga en cuenta que en algunos moldes el estrangulador todavía se coloca en las compuertas para facilitar la separación de la pieza, pero induce una turbulencia extrema. [18] Las compuertas generalmente se unen a la parte inferior de la fundición para minimizar la turbulencia y las salpicaduras. [17]
El sistema de compuertas también puede estar diseñado para atrapar escoria. Un método es aprovechar el hecho de que algunas escorias tienen una densidad menor que el material base, de modo que flotan hasta la parte superior del sistema de compuertas. Por lo tanto, los canales planos largos con compuertas que salen desde la parte inferior de los canales pueden atrapar escoria en los canales; tenga en cuenta que los canales planos largos enfriarán el material más rápidamente que los canales redondos o cuadrados. Para los materiales en los que la escoria tiene una densidad similar a la del material base, como el aluminio, las extensiones de los canales y los pozos de los canales pueden ser ventajosos. Estos aprovechan el hecho de que la escoria suele estar ubicada al comienzo del vertido, por lo tanto, el canal se extiende más allá de la última compuerta y los contaminantes quedan contenidos en los pozos. También se pueden utilizar pantallas o filtros para atrapar contaminantes. [18]
Es importante mantener pequeño el tamaño del sistema de compuertas, porque todo debe cortarse de la fundición y volverse a fundir para poder reutilizarse. La eficiencia, oEl rendimiento de un sistema de colada se puede calcular dividiendo el peso de la pieza fundida por el peso del metal vertido. Por lo tanto, cuanto mayor sea el número, más eficiente será el sistema de compuertas/mazarotas.[19]
Existen tres tipos de contracción: la contracción del líquido , la contracción de solidificación y la contracción del patronista . La contracción del líquido rara vez es un problema porque fluye más material hacia el molde detrás de él. La contracción de solidificación se produce porque los metales son menos densos en estado líquido que en estado sólido, por lo que durante la solidificación la densidad del metal aumenta drásticamente. La contracción del patronista se refiere a la contracción que se produce cuando el material se enfría desde la temperatura de solidificación a la temperatura ambiente, lo que ocurre debido a la contracción térmica . [20]
La mayoría de los materiales se encogen al solidificarse, pero, como muestra la tabla adyacente, algunos materiales no lo hacen, como el hierro fundido gris . Para los materiales que se encogen al solidificarse, el tipo de encogimiento depende de qué tan amplio sea el rango de congelación del material. Para materiales con un rango de congelación estrecho, menor a 50 °C (122 °F), [23] se forma una cavidad, conocida como tubería , en el centro de la fundición, porque la capa exterior se congela primero y se solidifica progresivamente hacia el centro. Los metales puros y eutécticos suelen tener rangos de solidificación estrechos. Estos materiales tienden a formar una piel en moldes al aire libre, por lo tanto, se conocen como aleaciones formadoras de piel . [23] Para materiales con un rango de congelación amplio, mayor a 110 °C (230 °F), [23] mucho más de la fundición ocupa la zona blanda o fangosa (el rango de temperatura entre el solidus y el liquidus), lo que conduce a pequeñas bolsas de líquido atrapadas en todo y, en última instancia, a la porosidad. Estas piezas fundidas tienden a tener una ductilidad , tenacidad y resistencia a la fatiga deficientes . Además, para que estos tipos de materiales sean herméticos, se requiere una operación secundaria para impregnar la pieza fundida con un metal o resina de punto de fusión más bajo. [21] [24]
En el caso de los materiales que tienen rangos de solidificación estrechos, las tuberías se pueden superar diseñando la fundición para promover la solidificación direccional, lo que significa que la fundición se congela primero en el punto más alejado de la compuerta y luego se solidifica progresivamente hacia la compuerta. Esto permite que haya una alimentación continua de material líquido en el punto de solidificación para compensar la contracción. Tenga en cuenta que todavía hay un vacío de contracción donde se solidifica el material final, pero si se diseña correctamente, este estará en el sistema de compuerta o en el tubo ascendente. [21]

Los elevadores, también conocidos como alimentadores , son la forma más común de proporcionar solidificación direccional. Suministran metal líquido a la fundición que se solidifica para compensar la contracción de solidificación. Para que un elevador funcione correctamente, debe solidificarse después de la fundición, de lo contrario no puede suministrar metal líquido a la contracción dentro de la fundición. Los elevadores agregan costo a la fundición porque reducen el rendimiento de cada fundición; es decir, se pierde más metal como chatarra para cada fundición. Otra forma de promover la solidificación direccional es agregando enfriadores al molde. Un enfriador es cualquier material que conducirá el calor fuera de la fundición más rápidamente que el material utilizado para el moldeo. [25]
Los risers se clasifican según tres criterios. El primero es si el riser está abierto a la atmósfera, si lo está, se denomina riser abierto , de lo contrario se conoce como tipo ciego . El segundo criterio es dónde se encuentra el riser; si se encuentra en la fundición, se conoce como riser superior y si se encuentra al lado de la fundición se conoce como riser lateral . Finalmente, si el riser se encuentra en el sistema de compuertas de modo que se llena después de la cavidad de moldeo, se conoce como riser vivo o riser caliente , pero si el riser se llena con materiales que ya han fluido a través de la cavidad de moldeo se conoce como riser muerto o riser frío . [19]
Los elementos auxiliares para las mazarotas son elementos que se utilizan para ayudar a las mazarotas a crear una solidificación direccional o reducir la cantidad de mazarotas necesarias. Uno de estos elementos son los enfriadores que aceleran el enfriamiento en una parte determinada del molde. Hay dos tipos: enfriadores externos e internos. Los enfriadores externos son masas de material de alta capacidad térmica y alta conductividad térmica que se colocan en un borde de la cavidad de moldeo. Los enfriadores internos son piezas del mismo metal que se está vertiendo, que se colocan dentro de la cavidad del molde y se convierten en parte de la fundición. También se pueden instalar manguitos aislantes y recubrimientos alrededor de la cavidad de la mazarota para ralentizar la solidificación de la mazarota. También se pueden instalar serpentines calefactores alrededor o por encima de la cavidad de la mazarota para ralentizar la solidificación. [26]
La contracción después de la solidificación se puede solucionar utilizando un patrón de gran tamaño diseñado específicamente para la aleación utilizada.Regla de contracción s, oLas reglas de contracción se utilizan para hacer que los patrones sean de mayor tamaño para compensar este tipo de contracción.[27]Estas reglas tienen un tamaño de hasta un 2,5 % mayor, dependiendo del material que se esté fundiendo.[26] Estas reglas se conocen principalmente por su cambio porcentual. Un patrón hecho para que coincida con una pieza existente se haría de la siguiente manera: primero, la pieza existente se mediría utilizando una regla estándar, luego, al construir el patrón, el fabricante de patrones utilizaría una regla de contracción, asegurando que la fundición se contrajera al tamaño correcto.
Cabe señalar que la contracción del modelista no tiene en cuenta las transformaciones de cambio de fase. Por ejemplo, las reacciones eutécticas, las reacciones martensíticas y la grafitización pueden causar expansiones o contracciones. [27]
La cavidad del molde de una pieza fundida no refleja las dimensiones exactas de la pieza terminada debido a una serie de razones. Estas modificaciones en la cavidad del molde se conocen como tolerancias y dan cuenta de la contracción, el desbaste, el mecanizado y la distorsión del modelista. En los procesos no fungibles, estas tolerancias se imparten directamente en el molde permanente, pero en los procesos con moldes fungibles se imparten en los patrones, que luego forman la cavidad del molde. [27] Nótese que para los moldes no fungibles se requiere una tolerancia para el cambio dimensional del molde debido al calentamiento a las temperaturas de operación. [28]
Para las superficies de la pieza fundida que son perpendiculares a la línea de separación del molde, se debe incluir un ángulo de desmoldeo. Esto es para que la pieza fundida pueda liberarse en procesos no fungibles o el patrón pueda liberarse del molde sin destruir el molde en procesos fungibles. El ángulo de desmoldeo requerido depende del tamaño y la forma de la característica, la profundidad de la cavidad del molde, cómo se retira la pieza o el patrón del molde, el material del patrón o la pieza, el material del molde y el tipo de proceso. Por lo general, el ángulo de desmoldeo no es inferior al 1 %. [27]
La tolerancia de mecanizado varía drásticamente de un proceso a otro. Las piezas fundidas en arena generalmente tienen un acabado superficial rugoso, por lo que necesitan una mayor tolerancia de mecanizado, mientras que las piezas fundidas a presión tienen un acabado superficial muy fino, que puede no necesitar ninguna tolerancia de mecanizado. Además, el ángulo de desmoldeo puede proporcionar una tolerancia de mecanizado suficiente para empezar. [28]
El margen de distorsión solo es necesario para ciertas geometrías. Por ejemplo, las piezas fundidas en forma de U tenderán a distorsionarse con las patas abiertas hacia afuera, porque la base de la forma puede contraerse mientras las patas están constreñidas por el molde. Esto se puede solucionar diseñando la cavidad del molde para que incline la pata hacia adentro desde el principio. Además, las secciones horizontales largas tienden a combarse en el medio si no se incorporan nervaduras, por lo que puede ser necesario un margen de distorsión. [28]
Los núcleos se pueden utilizar en procesos de moldes desechables para producir características internas. El núcleo puede ser de metal, pero generalmente se fabrica en arena.

Existen algunos métodos comunes para llenar la cavidad del molde: gravedad , baja presión , alta presión y vacío . [29]
El llenado al vacío, también conocido como llenado por contragravedad , es más eficiente en el uso del metal que el vertido por gravedad porque se solidifica menos material en el sistema de colada. El vertido por gravedad solo tiene un rendimiento de metal del 15 al 50% en comparación con el 60 al 95% del vertido al vacío. También hay menos turbulencia, por lo que el sistema de colada se puede simplificar ya que no tiene que controlar la turbulencia. Además, debido a que el metal se extrae desde debajo de la parte superior de la piscina, el metal está libre de escoria y escoria, ya que estos son de menor densidad (más ligeros) y flotan en la parte superior de la piscina. El diferencial de presión ayuda a que el metal fluya hacia cada complejidad del molde. Finalmente, se pueden utilizar temperaturas más bajas, lo que mejora la estructura del grano. [29] La primera máquina y proceso de colada al vacío patentados datan de 1879. [30]
El llenado a baja presión utiliza de 5 a 15 psig (35 a 100 kPag) de presión de aire para forzar el metal líquido a subir por un tubo de alimentación hacia la cavidad del molde. Esto elimina la turbulencia que se produce en la fundición por gravedad y aumenta la densidad, la repetibilidad, las tolerancias y la uniformidad del grano. Una vez que la fundición se ha solidificado, se libera la presión y el líquido restante regresa al crisol, lo que aumenta el rendimiento. [31]
El llenado por inclinación , también conocido como colada basculante , es una técnica de llenado poco común en la que el crisol se conecta al sistema de compuertas y ambos giran lentamente para que el metal entre en la cavidad del molde con poca turbulencia. El objetivo es reducir la porosidad y las inclusiones limitando la turbulencia. Para la mayoría de los usos, el llenado por inclinación no es factible debido al siguiente problema inherente: si el sistema gira lo suficientemente lento como para no inducir turbulencia, la parte delantera de la corriente de metal comienza a solidificarse, lo que da lugar a fallas en el funcionamiento. Si el sistema gira más rápido, induce turbulencia, lo que frustra el propósito. Durville de Francia fue el primero en probar la colada basculante, en el siglo XIX. Intentó utilizarla para reducir los defectos de superficie al fundir monedas de bronce de aluminio . [32]
La macroestructura de los granos de los lingotes y de la mayoría de las piezas fundidas tiene tres regiones o zonas diferenciadas: la zona fría, la zona columnar y la zona equiaxial. La siguiente imagen muestra estas zonas.

La zona de enfriamiento se llama así porque se encuentra en las paredes del molde, donde la pared enfría el material. Aquí es donde tiene lugar la fase de nucleación del proceso de solidificación. A medida que se elimina más calor, los granos crecen hacia el centro de la pieza fundida. Se trata de columnas delgadas y largas que son perpendiculares a la superficie de la pieza fundida, que no son deseables porque tienen propiedades anisotrópicas . Finalmente, en el centro, la zona equiaxial contiene cristales esféricos orientados aleatoriamente. Estos son deseables porque tienen propiedades isotrópicas . La creación de esta zona se puede promover utilizando una temperatura de vertido baja, inclusiones de aleación o inoculantes. [16]
Los métodos de inspección comunes para fundiciones de acero son las pruebas de partículas magnéticas y las pruebas de líquidos penetrantes . [33] Los métodos de inspección comunes para fundiciones de aluminio son la radiografía , las pruebas ultrasónicas y las pruebas de líquidos penetrantes . [34]
Existen diversos problemas que pueden surgir durante el proceso de fundición. Los principales tipos son: porosidad por gas , defectos de contracción , defectos en el material del molde , defectos en el vertido del metal y defectos metalúrgicos .

La simulación de procesos de fundición utiliza métodos numéricos para calcular la calidad de los componentes fundidos teniendo en cuenta el llenado del molde, la solidificación y el enfriamiento, y proporciona una predicción cuantitativa de las propiedades mecánicas de la fundición, las tensiones térmicas y la distorsión. La simulación describe con precisión la calidad de un componente fundido por adelantado, antes de que comience la producción. El aparejo de fundición se puede diseñar con respecto a las propiedades requeridas del componente. Esto tiene beneficios más allá de una reducción en el muestreo previo a la producción, ya que la disposición precisa del sistema de fundición completo también conduce a ahorros de energía , material y herramientas.
El software ayuda al usuario en el diseño de componentes, la determinación de la práctica de fundición y el método de fundición, hasta la fabricación de patrones y moldes, el tratamiento térmico y el acabado. Esto ahorra costos a lo largo de todo el proceso de fabricación de piezas fundidas.
La simulación del proceso de fundición se desarrolló inicialmente en universidades a principios de la década de 1970 , principalmente en Europa y en los EE. UU., y se considera la innovación más importante en tecnología de fundición de los últimos 50 años. Desde finales de la década de 1980 , existen programas comerciales que permiten a las fundiciones obtener nuevos conocimientos sobre lo que sucede dentro del molde o la matriz durante el proceso de fundición. [35]
